 English
English عربى
عربى हिंदी
हिंदीفهم التحلل التلقائي: كيف يعزز حياة التعب الناتج عن السوائل
Mar 10, 2026
محتوى
- 1 ما الذي يفعله التنقيط التلقائي فعليًا بالمعادن؟
- 2 لماذا تكون نهايات السوائل معرضة بشكل خاص للتعب
- 3 الطريقتان الأساسيتان للتفريت التلقائي
- 4 كيف يتم تحديد وقياس مستوى المسح التلقائي
- 5 قياس تحسين حياة التعب
- 6 دور اختيار المواد في فعالية الفريتاج التلقائي
- 7 اعتبارات عملية عند تحديد نهايات السوائل ذات التصفية التلقائية
- 8 Autofrettage مقابل طرق تمديد حياة التعب الأخرى
- 9 الوجبات السريعة الرئيسية للمهندسين والمشغلين
يعمل التنظيف التلقائي على إطالة عمر التعب بشكل كبير نهايات السوائل - في كثير من الأحيان 2x إلى 5x أو أكثر مقارنة بالمكونات غير المجهزة ذاتيًا - عن طريق تحفيز ضغوط الضغط المتبقية المفيدة في عمق جدران التجويف. تعمل هذه العملية على مقاومة ضغوط الشد المدمرة الناتجة أثناء دورة الضغط العالي، والتي تعد السبب الرئيسي لبدء صدع التعب وانتشاره في المكونات الطرفية للسوائل.
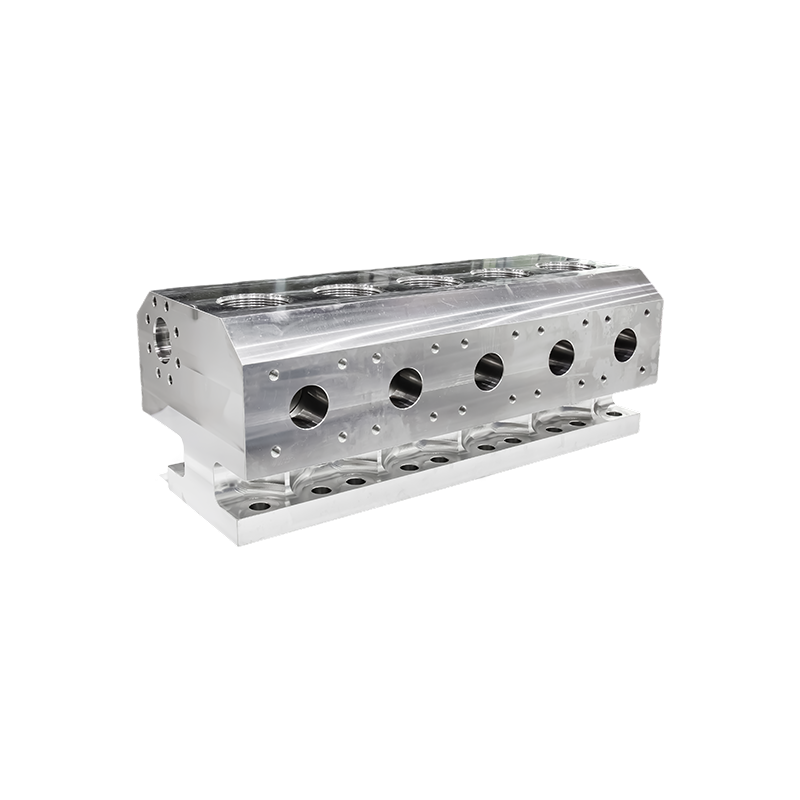
في تطبيقات الضخ عالي الضغط مثل التكسير الهيدروليكي، تعد نهاية السائل من بين أكثر المكونات عرضة للإجهاد في النظام بأكمله. يعد فهم كيفية عمل الفريتاج التلقائي - وسبب أهميته - أمرًا ضروريًا لأي شخص يقوم بتحديد المعدات الطرفية للسوائل أو صيانتها أو هندستها.
ما الذي يفعله التنقيط التلقائي فعليًا بالمعادن؟
إن عملية الفريتاج التلقائي هي في جوهرها عملية تحكم في الضغط الزائد. يتم ضغط التجويف ذو الجدران السميكة - مثل تلك الموجودة في الكتل الطرفية السائلة - بشكل متعمد بما يتجاوز قوة الخضوع. تتشوه الطبقات الداخلية من المادة بشكل لدن (تمتد بشكل دائم)، بينما تظل الطبقات الخارجية مرنة.
عندما يتحرر الضغط، تحاول الطبقات الخارجية المرنة العودة إلى أبعادها الأصلية. ولكن لأن الطبقات الداخلية قد تشوهت بشكل دائم، فإنها لا تستطيع العودة. وهذا يخلق لعبة شد الحبل: حيث تضغط المادة الخارجية على جدار التجويف الداخلي، تاركة وراءها منطقة من الإجهاد المتبقي الضاغط في الموقع الأكثر إجهادًا – سطح التجويف.
يجب التغلب على هذا الضغط المسبق قبل أن يؤثر أي إجهاد شد على المادة. وبما أن شقوق الكلال تبدأ وتنمو تحت إجهاد الشد، فإن الطبقة المضغوطة ترفع بشكل فعال العتبة التي يجب أن تتجاوزها الضغوط الدورية قبل أن يبدأ الضرر.
لماذا تكون نهايات السوائل معرضة بشكل خاص للتعب
تعمل نهايات السوائل في مضخات التكسير في ظل بعض ظروف التحميل الدوري الأكثر قسوة في المعدات الصناعية. النظر في البيئة النموذجية:
- تتراوح ضغوط التشغيل من 5000 إلى أكثر من 15000 رطل لكل بوصة مربعة
- تقلبات الضغط الدورية التي تحدث مئات المرات في الدقيقة
- نقاط تركيز الإجهاد عند تقاطعات التجويف (التجويف المتقاطع)، ومقاعد الصمامات، والوصلات الملولبة
- التعرض لسوائل التكسير الكاشطة والنشطة كيميائيًا
إن هندسة نهاية السائل - خاصة عندما تتقاطع التجاويف بزوايا قائمة - تخلق تركيزات إجهاد يمكن أن تكون أعلى بـ 3 إلى 4 مرات من الإجهاد الطوق الاسمي. هذه هي المواقع التي تنشأ فيها شقوق التعب بشكل شائع، وهي على وجه التحديد المكان الذي يحقق فيه التنظيف التلقائي أكبر فائدة.
الطريقتان الأساسيتان للتفريت التلقائي
هناك طريقتان راسختان لتطبيق الفريتاج التلقائي على المكونات الطرفية للسوائل. ولكل منها مزايا مميزة تعتمد على الهندسة وحجم الإنتاج والعمق المطلوب لمنطقة الضغط المتبقية.
الفريتاج التلقائي الهيدروليكي
تستخدم هذه الطريقة سائلًا عالي الضغط - عادة الماء أو الزيت - يتم حقنه مباشرة في التجويف المحكم الغلق. الضغوط 60.000 إلى 100.000 رطل لكل بوصة مربعة أو أعلى يتم تطبيقها لتوسيع جدار التجويف بشكل بلاستيكي. يتوافق التنظيف التلقائي الهيدروليكي بشكل طبيعي مع هندسة التجويف، مما يجعله مناسبًا تمامًا لتكوينات نهاية السوائل المعقدة ذات التجاويف المتقاطعة المتعددة. يمكن التحكم بدقة في عمق المنطقة البلاستيكية عن طريق ضبط الضغط المطبق.
الطحن التلقائي الميكانيكي (التأرجح).
يتم دفع شياق أو كرة أكبر قليلاً من قطر التجويف عبر التجويف تحت حمل محوري مرتفع. يؤدي التداخل الملائم بين الشياق وجدار التجويف إلى حدوث تشوه بلاستيكي. يتم إنتاج Swage autofrettage عادةً ارتفاع ضغوط الضغط السطحي من الطرق الهيدروليكية ويحسن أيضًا تشطيب سطح التجويف. ومع ذلك، من الصعب تطبيقه بشكل موحد في التجاويف ذات الأقطار المختلفة أو التقاطعات المعقدة.
| السمة | الفريتاج التلقائي الهيدروليكي | الفريتاج التلقائي |
|---|---|---|
| آلية | سائل عالي الضغط | مغزل/كرة كبيرة الحجم |
| الملاءمة للهندسة المعقدة | عالية | معتدل |
| مستوى الإجهاد الضاغط السطحي | معتدل | عالية |
| تحسين التشطيب السطحي | الحد الأدنى | كبير |
| عمق السيطرة على منطقة الإجهاد المتبقية | دقيق (يتم التحكم فيه بالضغط) | ثابت عن طريق التدخل |
| تكلفة المعدات | عاليةer | أقل |
كيف يتم تحديد وقياس مستوى المسح التلقائي
عادةً ما يتم التعبير عن عملية الخدش التلقائي كنسبة مئوية - جزء من سمك الجدار الذي تعرض لتشوه البلاستيك. أ تنظيف تلقائي بنسبة 100% يعني أن الجدار بأكمله قد استسلم؛ 50% تنظيف ذاتي يعني أن المنطقة البلاستيكية تمتد إلى منتصف الجدار.
بالنسبة للمكونات النهائية للسوائل، يتم ضبط مستويات الفريتاج التلقائي فيما بينها 60% و 100% يتم تحديدها بشكل شائع، اعتمادًا على نسبة سمك الجدار (القطر الخارجي إلى القطر الداخلي) وتحسين عمر الكلال المستهدف. تؤدي نسب الفريتاج التلقائي الأعلى عمومًا إلى تحسن أكبر في عمر الكلال، ولكن هناك عوائد متناقصة وخطر الإفراط في الفريتاج التلقائي الذي يسبب ضررًا ناتجًا إذا لم يتم التحكم فيه بعناية.
يتضمن التحقق عادةً التقسيم المدمر مع قياس الضغط المتبقي باستخدام تقنيات مثل:
- حيود الأشعة السينية (XRD) - قياس الإجهاد السطحي غير المدمر
- حيود النيوترونات — يقيس الضغط المتبقي من خلال سمك الجدار الكامل
- طريقة ساكس مملة - تقنية مدمرة تعتمد على إطلاق الضغط أثناء إزالة المواد
قياس تحسين حياة التعب
تُظهر الأبحاث المنشورة والبيانات الميدانية باستمرار مكاسب كبيرة في حياة التعب من عملية الطحن التلقائي. بعض النتائج التمثيلية:
- تظهر الدراسات التي أجريت على الأوعية الأسطوانية ذات الضغط العالي أن الفريتاج الذاتي يمكن أن يزيد من عمر الكلال بنسبة العوامل من 2 إلى 10 ، اعتمادًا على المادة والهندسة ومستوى الفريتاج التلقائي المطبق.
- في الأشكال الهندسية للتجويف المتقاطع لنهايات السوائل - وهي منطقة الفشل الأكثر أهمية - فقد ثبت أن الفريتاج التلقائي يقلل من الحد الأقصى لنطاق إجهاد الشد بمقدار 30% إلى 60% أثناء دورات ضغط التشغيل.
- تشير الخبرة الميدانية في عمليات التكسير في كثير من الأحيان إلى تحسينات في عمر الخدمة النهائية للسوائل 3x إلى 5x عند الانتقال من المكونات غير المجهزة تلقائيًا إلى المكونات المجهزة تلقائيًا بالكامل من نفس درجة المواد.
ويعتمد التحسين الدقيق بشكل كبير على التصميم الأساسي (غير المجهز تلقائيًا)، وقوة خضوع المادة، ونسبة ضغط التشغيل إلى الخضوع. تميل المواد ذات نسب الخضوع إلى قوة الشد الأعلى إلى الاستفادة بشكل أكبر من الطحن الذاتي لأنها يمكن أن تتحمل ضغوطًا ضاغطة متبقية أكبر دون ارتخاء.
دور اختيار المواد في فعالية الفريتاج التلقائي
لا يعد المسح التلقائي بديلاً عن اختيار المواد المناسبة - فالاثنان يعملان معًا. يسمح الفولاذ ذو القوة العالية بضغوط تشغيل أعلى ويمكن أن يتحمل ضغوطًا متبقية أكبر، ولكنه أيضًا أكثر عرضة للتقصف الهيدروجيني والتشقق الناتج عن التآكل الإجهادي في البيئات العدوانية.
تشمل المواد النهائية للسوائل الشائعة ما يلي:
- 4130/4140 فولاذ كروم مولي - يستخدم على نطاق واسع، ويتمتع بتوازن جيد بين القوة والمتانة، ويستجيب بشكل جيد للتخريب التلقائي
- 17-4PH ستانلس ستيل - مقاومة محسنة للتآكل، وتستخدم في بيئات السوائل الأكثر عدوانية
- الفولاذ المقاوم للصدأ الدوبلكس والفائق الدوبلكس — أعلى مقاومة للتآكل، وزيادة الاستخدام في التطبيقات ذات الكلوريد العالي
إن تأثير بوشينغر - وهو انخفاض في مقاومة الخضوع للضغط بعد خضوع الشد السابق - يقلل بشكل طفيف من الحد الأقصى النظري للإجهاد المتبقي الذي يمكن تحقيقه بعد التحلل الذاتي. يكون هذا التأثير أكثر وضوحًا في بعض أنواع الفولاذ من غيرها، ويجب أن يؤخذ في الاعتبار عند التنبؤ بعمر الكلال. تشتمل نماذج تحليل العناصر المحدودة الحديثة (FEA) على تأثير بوشينغر لإنشاء ملفات تعريف دقيقة للضغط المتبقي لحسابات الحياة.
اعتبارات عملية عند تحديد نهايات السوائل ذات التصفية التلقائية
عند تقييم أو تحديد المكونات النهائية للسوائل ذاتية التفريغ، تستحق العوامل التالية اهتمامًا وثيقًا:
- وثائق مستوى الفريتاج التلقائي: اطلب سجلات التتبع التي توضح طريقة الطحن التلقائي المستخدمة، والضغط أو تداخل الشياق المطبق، وعمق الإجهاد المتبقي الذي تم التحقق منه. توفر المطالبات التي لم يتم التحقق منها بشأن التنقيط التلقائي ضمانًا محدودًا.
- معالجة ما بعد التشحيم التلقائي: أي معالجة بعد عملية الطحن التلقائي التي تزيل المواد السطحية للتجويف سوف تؤدي إلى إزالة الطبقة المضغوطة جزئيًا أو كليًا. تأكد من عدم إعادة تشكيل أسطح التجويف الحرجة بعد عملية الفريتاج التلقائي.
- تسلسل المعالجة الحرارية: يمكن لدرجات الحرارة المرتفعة — مثل تلك التي يتم مواجهتها أثناء تخفيف الضغط أو إصلاح اللحام بشكل غير صحيح — أن تخفف من الضغوط المتبقية. يجب أن تكون عملية المسح التلقائي إحدى خطوات المعالجة الأخيرة قبل الفحص النهائي.
- محاذاة تصنيف الضغط: إن نهاية السائل ذات التفريغ التلقائي المحددة لفئة ضغط أقل من ظروف التشغيل الخاصة بها ستشهد التغلب على الطبقة المضغوطة بسرعة أكبر، مما يلغي الكثير من فوائد الكلال. قم دائمًا بمطابقة مستوى الفريتاج التلقائي ومعدل الضغط مع ظروف التشغيل الفعلية.
- إدارة التآكل: يمكن أن يؤدي التآكل السطحي في التجويف إلى ظهور تشققات الكلال عند الضغوط التي تقل عن عتبة إجهاد الضغط المتبقي. لا يلغي التنظيف التلقائي الحاجة إلى برامج منع التآكل واختيار المواد المناسبة لكيمياء السوائل المعنية.
Autofrettage مقابل طرق تمديد حياة التعب الأخرى
يعد المسح التلقائي هو الأسلوب الأكثر استخدامًا والمعتمد على نطاق واسع لإطالة عمر كلال نهاية السوائل، ولكن من المفيد فهم كيفية مقارنته بالبدائل:
| الطريقة | آلية | مكاسب الحياة النموذجية | أفضل تطبيق |
|---|---|---|---|
| Autofrettage | الضغط المتبقي في التجويف | 2x – 10x | جميع الثقوب ذات الجدران السميكة |
| تسديدة | الإجهاد الضاغط على السطح | 1.5x – 3x | الأسطح الخارجية، التجاويف الضحلة |
| زيادة سمك الجدار | انخفاض حجم التوتر | معتدل (diminishing returns) | تصاميم جديدة مع ميزانية الوزن |
| عاليةer strength material | عاليةer fatigue endurance limit | 1.5x – 4x | جنبا إلى جنب مع autofrettage |
| تتحمل الهندسة الأمثل | انخفاض عامل تركيز التوتر | 1.5x – 3x | تصميمات جديدة، أخاديد تخفيف متقاطعة |
تجمع تصميمات نهايات السوائل الأكثر فعالية بين الطحن التلقائي والهندسة المحسنة للتجويف المتقاطع (مثل التقاطعات ذات نصف القطر أو أخاديد تخفيف الضغط) واختيار المواد المناسبة عالية القوة. وهذه التدابير متكاملة وليست قابلة للتبديل.
الوجبات السريعة الرئيسية للمهندسين والمشغلين
يعد Autofrettage واحدًا من أكثر الأدوات المتاحة فعالية من حيث التكلفة لإطالة عمر كلال نهاية السوائل في الخدمة الدورية ذات الضغط العالي. فوائدها راسخة وقابلة للقياس الكمي، ولكن تحقيق تلك الفوائد يتطلب الاهتمام بما يلي:
- اختيار طريقة ومستوى الفريتاج التلقائي الصحيحين للهندسة المحددة وضغط التشغيل
- ضمان أن معالجة ما بعد الطحن التلقائي لا تؤدي إلى التراجع عن طبقة الضغط المضغوطة
- إقران التنقيط التلقائي مع اختيار المواد المتوافقة وتحسينات التصميم الهندسي
- الحفاظ على ضوابط كيمياء السوائل لمنع الكلال الناتج عن التآكل من تجاوز حماية الضغط المتبقي
بالنسبة لأي عملية يمثل فيها استبدال نهاية السوائل حصة كبيرة من تكلفة الصيانة ووقت التوقف عن العمل، فإن تحديد المكونات التي يتم تنظيفها تلقائيًا بشكل صحيح - والتحقق من عملية التخليص التلقائي - يعد أحد الاستثمارات ذات أعلى عائد متاح.








رقم 19، طريق كيجي، منطقة التنمية الاقتصادية والتكنولوجية، مدينة شوانتشنغ، مقاطعة آنهوي، الصين
منتجات
رمز الاستجابة السريعة
حقوق الطبع والنشر © Anhui Tianyu Petroleum Equipment Manufacturing Co., Ltd.
