 English
English عربى
عربى हिंदी
हिंदी
عقد من التركيز على تصنيع معدات FRAC
اقرأ المزيد
















-
اقرأ المزيد
ما هي معدات الضغط العالي؟ أي مكون نظام تم تصنيفه للتشغيل المستمر عند 10000 رطل لكل بوصة مربعة أو أكثر يندرج بشكل مباشر ضمن فئة معدات الضغط العالي. ومن الناحية العملية، فإن رؤوس الآبار البحرية، ومحطات وقود الهيدروجين، وأبحاث السوائل فوق الحرجة تدفع بشكل روتيني هذه الحدود إلى 60 ألف رطل لكل بوصة مربعة وما بعدها. لا يتسرب تركيب واحد تم تحديده بشكل خاطئ هنا، فهو يحرر الطاقة المخزنة بسرعة كافية لكسر الفولاذ. ولهذا السبب يتعامل المهندسون مع تصنيف الضغط ليس كرقم تسويقي، بل كقيد تصميمي صعب. نفس الشركة المصنعة التي تنتج صمام إبرة معمليًا بقدرة 30000 رطل لكل بوصة مربعة يمكنها أيضًا توفير وصلة للأوتوكلاف بقدرة 150000 رطل لكل بوصة مربعة. تظل التخصصات الأساسية ثابتة: اختيار المواد، وهندسة الخيوط، واختبار التحقق. ما يتغير هو نتيجة المغلف. يتطلب منضدة اختبار 30 كيلو رطل لكل بوصة مربعة في معمل الجامعة إحكامًا متكررًا؛ يتطلب مشعب فارك 60 كيلو رطل لكل بوصة مربعة البقاء على قيد الحياة من خلال الملاط الكاشطة والتعب الدوري. يوضح الجدول أدناه فئات الضغط الشائعة للصناعات التي تعتمد عليها. فئات الضغط وتطبيقات الصناعة النموذجية فئة الضغط (رطل لكل بوصة مربعة) التطبيقات النموذجية مثال المكون 30.000 البحوث المخبرية، والحقن الكيميائي، والاختبار الهيدروستاتيكي على نطاق صغير صمام إبرة 30 كيلو، قمزة مخروطية وملولبة 40.000 استخراج فوق حرج بمقياس تجريبي، قطع بنفث الماء متوسط المدى صمام فحص 40 كيلو، مجموعة قرص التمزق 60.000 تكسير النفط والغاز، والتحكم في مانع الانفجار BOP في المياه العميقة، والأوتوكلاف ذات القطر الكبير نهاية السوائل كتلة ، رأس أمان 60 ألفًا 100.000 فيزياء الضغط العالي، والسندان الماسي الاحتياطي، والتدخل في الآبار العميقة للغاية حلمة أنبوبية 100 كيلو، غدة مضادة للاهتزاز 150.000 تصنيع المواد ذات الضغط الشديد، والضغط المتوازن المتخصص 150 ألف تي، صمام الصك قد يبدو التركيب 30 كيلو رطل لكل بوصة مربعة والتركيب 60 كيلو رطل لكل بوصة متشابهة. داخليًا، يختلف سمك الجدار واتجاه الحبوب وبروتوكول المعالجة الحرارية بشكل أساسي. هذا الاختلاف هو ما يكشفه هذا المقال. المكونات الرئيسية لأنظمة الضغط العالي تكون قوة دائرة الضغط العالي بنفس قوة الواجهة الأقل تحكمًا. تتولى ستة عائلات مكونة معظم عمليات الرفع الثقيل: الصمامات، والتركيبات، والأنابيب، والأختام، وأجهزة التمزق، ومجموعات تخميد الاهتزازات. كل واحد يهم. الصمامات صمامات الإبرة توفير تنظيم التدفق الدقيق والإغلاق المحكم عند ضغوط تصل إلى 150.000 رطل لكل بوصة مربعة. تتميز سيقانها المصنوعة من الفولاذ المقاوم للصدأ أو السبائك بطرف صلب غير دوار لمنع التهيج. فحص الصمامات منع التدفق العكسي الذي قد يؤدي إلى تحطيم المضخة أو انهيار غلاف المرشح؛ عند 60 ألف رطل لكل بوصة مربعة، يمكن أن يعني القفاز الملتصق إعادة بناء مكونة من ستة أرقام. رؤوس السلامة وتعمل أقراص التمزق بمثابة أداة تخفيف الضغط النهائية - حيث يتم ضبطها على ضغط انفجاري معاير، فهي تحمي كلاً من المشغلين والأجهزة النهائية. عند تحديد أي منها، اطلب معامل تدفق معتمد (Cv) وتحمل ضغط الفتح الموثق. التجهيزات والأنابيب تستخدم تركيبات الضغط العالي تصميمًا مدمجًا مخروطيًا وملولبًا يزيل الأجسام السداسية الكبيرة لوصلات NPT التقليدية. تستوعب هذه الهندسة أقطار التجويف الأكبر لتحقيق معدلات تدفق أعلى دون التضحية بالقوة. تتوفر الوصلات المخروطية على شكل تي شيرتات، وصلبان، ومرفقين، ونقابات. عادةً ما تكون الأنابيب مصنوعة من الفولاذ المقاوم للصدأ 316 أو سبائك النيكل المسحوبة على البارد، ويتم توفيرها بأقطار خارجية تبلغ 1/4 بوصة و3/8 بوصة و9/16 بوصة مع سمك جدار محسوب وفقًا لمعايير ASME B31.3. الأختام والجمعيات المضادة للاهتزاز التعبئة الغطاس وأختام الغدة هي خط الدفاع الأمامي ضد هروب السوائل العملية. في بيئات التكسير، يمكن لختم التعبئة البالي أن يقلل من عمر السائل النهائي بنسبة 40 بالمائة. تمتص مجموعات الغدة المضادة للاهتزاز التذبذب الناتج عن المضخة، مما يحافظ على سلسلة الأنابيب من تصلب العمل عند نقطة الاتصال. عندما يتجاوز الاهتزاز 10 هرتز، فإن الإزاحة تضغط بالفعل على جذر الخيط؛ هذا هو عتبة التفتيش الفوري. فراك مضخة الغطاس المصنعين والموردين والمصنع - شركة Anhui Tianyu لتصنيع المعدات البترولية المحدودة Anhui Tianyu Petroleum هي الشركة المصنعة لمكبس مضخة Frac، ومورد ومكبس مضخة Frac في الصين، ومكبس مضخة Frac المخصص للبيع، من خلال البحث المستمر وتطوير coa المتقدمة عرض المنتج → تقييمات الضغط واختيار المواد يختلف اختيار مادة بقوة 30000 رطل لكل بوصة مربعة عن اختيار مادة بقوة 60000 رطل لكل بوصة مربعة. عند 60 كيلو رطل لكل بوصة مربعة، يقترب ضغط الطوق في أنبوب OD مقاس 9/16 بوصة من 180.000 رطل لكل بوصة مربعة - وهو ما يتجاوز بكثير قوة الخضوع للصلب 316. يجب على المهندسين أن يتطلعوا إلى الدرجات المعالجة على البارد أو المقواة بالترسيب. تقوم المصفوفة الموجودة أدناه بإسناد ترافقي للمواد المتوفرة بشكل شائع مع نوافذ التشغيل الآمنة الخاصة بها. مصفوفة اختيار المواد حسب فئة الضغط مادة 30 ألف رطل لكل بوصة مربعة 60 ألف رطل لكل بوصة مربعة أقصى درجة حرارة (درجة فهرنهايت) خدمة H₂S (NACE MR0175) AISI 316 غير القابل للصدأ (ملدن) نعم لا (العائد محدود) 1000 نعم (up to 60k psi, specific hardness) AISI 316 العمل البارد نعم نعم 800 نعم, with hardness control سبيكة 625 (إنكونيل) نعم نعم 1200 نعم, preferred for sour gas 17-4 الرقم الهيدروجيني H900 نعم نعم 600 لا ينصح به لـ H₂S التيتانيوم الصف 5 نعم نعم 800 نعم, excellent corrosion resistance الفرق الحقيقي هو عمر التعب، وليس قوة الشد. 60 ألف رطل لكل بوصة مربعة جسم الصمام الذي ينجو من اختبار مائي بقوة 5000 رطل لكل بوصة مربعة لا يزال من الممكن أن يتصدع بعد 200 ساعة من الخدمة الدورية من 0 إلى 60 كيلو إذا لم تتم إزالة مسببات الضغط الصغيرة الناتجة عن التشغيل الآلي. بالنسبة للبيئات الحمضية التي تحتوي على كبريتيد الهيدروجين، فإن الالتزام بـ NACE MR0175 غير قابل للتفاوض. يفرض هذا المعيار أقصى قدر من الصلابة (عادةً HRC 22 للفولاذ الكربوني والسبائك المنخفضة)، مما يلغي الخيارات مثل 17-4 PH المتصلب بالكامل. يجب على المشترين أن يطلبوا تقارير اختبار المواد التي توضح قوة الإنتاج الفعلية وقيم تأثير شاربي، وليس فقط شهادات المطاحن العامة. بالنسبة للأنابيب، يجب حساب سمك الجدار باستخدام صيغة ASME B31.3 t = P×D / (2S×E 0.8P)، حيث S هو الضغط المسموح به عند درجة الحرارة وE هو عامل المفصل الطولي. عند 60 كيلو رطل لكل بوصة مربعة و9/16 بوصة OD، الحد الأدنى للجدار لـ 316 المصنوع على البارد هو 0.083 بوصة؛ المورد الذي يقدم مخزونًا أرق هو قطع الزوايا. Frac مضخة صمام الجسم والمقاعد المصنعين والموردين والمصنع - شركة Anhui Tianyu لتصنيع المعدات البترولية ، L Anhui Tianyu Petroleum هي الشركة المصنعة لجسم ومقاعد صمام مضخة Frac، مورد ومصنع لجسم ومقاعد صمام مضخة Frac في الصين، هيكل ومقاعد صمام مضخة Frac المخصصة للبيع، جسم الصمام المحسن عرض المنتج → أنواع الاتصال: مخروطي ومترابط مقابل نوع العض مقابل ذو حواف المفصل هو المكان الذي تفشل فيه معظم أنظمة الضغط العالي. تهيمن ثلاث فلسفات اتصال، وأفضلها يعتمد كليًا على الوصول والاهتزاز ومعدل التسرب المسموح به. مخروطي وملولب (C&T). يتزاوج مخروط بزاوية 58 درجة مع غدة مطابقة، ويقوم الغلاف الملولب بسحب الأنبوب إلى المخروط. لا توجد حلقة تعض على جدار الأنبوب؛ بدلاً من ذلك، يصبح وجه الأنبوب نفسه هو سطح الختم. يتعامل هذا التصميم مع 150.000 رطل لكل بوصة مربعة، ويوفر تجميعًا خاليًا من الخلوص، ويحقق API 598 Class A (صفر تسرب) عند عزم الدوران بشكل صحيح. يبلغ متوسط وقت التجميع أربع دقائق لكل مفصل بالنسبة للفني ذي الخبرة. نوع اللدغة (الطويق). يتم قطع الطويق المعدني في الأنبوب عند شد الجوز. إنه سريع التجميع ولكن لا يمكن الاعتماد عليه عند ضغط يزيد عن 15000 رطل لكل بوصة مربعة، حيث يمكن أن ينزلق الطويق، ويخفف الاهتزاز من اللدغة. غالبًا ما تنخفض معدلات التسرب تحت التحميل الدوري إلى ISO 5208 Class C. اتصالات ذات حواف. تعمل حواف البراغي ذات الحشوات على الأنابيب ذات التجويف الكبير ولكنها غير عملية عند 60 كيلو رطل لكل بوصة مربعة؛ يصبح حمل الترباس المطلوب لتثبيت حشية الحلقة المعدنية هائلاً، ويمكن لوزن الشفة وحده أن يؤدي إلى انخفاض خطوط الأجهزة ذات التجويف الصغير. مصفوفة القرار أدناه تجعل المقايضات واضحة. مصفوفة قرار نوع الاتصال نوع الاتصال أقصى ضغط (رطل لكل بوصة مربعة) موثوقية الختم (فئة API 598) وقت التثبيت (الدقيقة/المشتركة) تحمل الاهتزاز مخروطي وملولب 150.000 أ (صفر تسرب) 4 عالية (مع الغدة) نوع اللدغة 15000 ب-ج 2 منخفض ذات حواف (حشية RJ) 20.000 أ-ب 15 متوسط إن المخروط والملولب هو الخيار الوحيد الذي يتحول من طاولة المختبر إلى وسادة التكسير دون تغيير أساسي في التصميم. بالنسبة لخط تفريغ ضاغط الهيدروجين بقدرة 60 كيلو رطل لكل بوصة مربعة، يكون هامش الأمان مع C&T أعلى بمقدار 2.5 مرة منه مع الوصلة الحلقية. يفضله طاقم الصيانة أيضًا: فعادةً ما يؤدي إعادة عزم الدوران بمقدار دورة واحدة وربع إلى استعادة المفصل الباكي دون استبدال الأنبوب. أفضل ممارسات السلامة والصيانة لا توجد معدات ضغط عالي يتم تركيبها ونسيانها. يرصد نظام القائمة المرجعية حالات الفشل التي تتطور ببطء - مثل تآكل الشقوق تحت الغدة، أو الخيط المنزلق، أو التغليف المتصلب - قبل أن تصبح حوادث يمكن الإبلاغ عنها. ابدأ بالتحقق من عزم الدوران. تحتوي كل وصلة مخروطية على قيمة عزم دوران موصى بها من قبل المصنع؛ عند 60 كيلو رطل لكل بوصة مربعة، عادةً ما يتم شد الأكمام مقاس 9/16 بوصة إلى 25 قدمًا رطلًا. أعد فحص عزم الدوران خلال أول 50 دورة ضغط، ثم كل 500 دورة بعد ذلك. يتبع فحص الختم ساعات التشغيل: يجب سحب السدادات المدعومة بـ PTFE في الخدمة السائلة المستمرة وقياس الزحف على فترات كل 500 ساعة. يمكن أن تعمل أختام المقاعد المصنوعة من المعدن إلى المعدن في الصمامات لمدة 2000 ساعة ولكنها تتطلب اختبار تسرب عند نصف تلك الفترة. مراقبة الاهتزاز تستحق بروتوكولًا خاصًا بها. قم بتركيب مقياس تسارع ثلاثي المحاور على أي أنبوب يزيد طوله عن 24 بوصة. عندما تتجاوز الإزاحة من الذروة إلى الذروة 5 مل - أو عندما يقفز التردد بأكثر من 10 هرتز من خط الأساس - قم بإيقاف التشغيل وفحص أقرب مجموعة غدة مضادة للاهتزاز. مشبك دعم كل 2 متر يقطع الرنين بشكل كبير. تلخص القائمة المرجعية أدناه الإجراءات اليومية والأسبوعية والشهرية. يوميا: فحص بصري لضباب السائل حول صواميل التعبئة؛ سجل تقلبات ضغط التفريغ. أسبوعي: شريط عزم الدوران لجميع التوصيلات المهمة؛ تسجيل أطياف الاهتزاز. شهريا: اختبار الإثبات الهيدروستاتيكي على عينة بنسبة 10 بالمائة من رؤوس الأمان؛ قم بقياس سمك جدار الأنبوب عند قمم الانحناء باستخدام مقياس الموجات فوق الصوتية. لكل وردية (مضخات التكسير): افحص مسامير تثبيت المكبس وتحقق من مستوى زيت التشحيم في طرف الطاقة، حيث يعمل انخفاض زيت التشحيم على تسريع تآكل طرف السائل. كيفية اختيار المورد المناسب لمعدات الضغط العالي ورقة المواصفات تنقلك إلى القائمة المختصرة. ما يفصل بائع المعاملات عن الشريك طويل الأجل هو كيفية استجابته عندما لا يكون تصنيف الضغط وحده هو المشكلة - عندما تحتاج إلى تجويف معدل، أو جذع Hastelloy لخدمة ثاني أكسيد الكربون، أو جزء بديل لمضخة ثلاثية عمرها 20 عامًا تتقاطع مع عدم وجود كتالوج حالي. تقييم الموردين عبر خمسة أبعاد. بطاقة أداء تقييم الموردين (مقياس من 1 إلى 5) معيار التقييم ما الذي تبحث عنه الوزن نطاق الضغط والشهادة عروض موثقة تتراوح بين 60 ألف و150 ألف رطل لكل بوصة مربعة؛ تقارير اختبار API 6A أو API 598 أو ISO 5208 عالية مادة Traceability شهادات مطحنة كاملة مع أرقام الحرارة وقيم شاربي وبيانات الامتثال NACE MR0175 عالية المهلة الزمنية والمخزون المكونات القياسية في ≥4 أسابيع؛ بناء سريع حسب الطلب ≥2 أسابيع؛ المخزون المحلي من الأختام والغطاسات متوسط القدرة الهندسية المخصصة FEA داخليًا وتصنيع الآلات لأحجام التجويف غير القياسية أو المواد الهجينة متوسط الضمان ودعم ما بعد البيع ضمان العيوب لمدة عام على الأقل، مع خيار التمديد لمدة 3 سنوات؛ الوصول إلى أجزاء قابلة للتبديل للمضخات القديمة عالية في مجال تكسير النفط والغاز، على سبيل المثال، يقوم المورد الذي يمكنه شحن نهاية سائلة مصنوعة بالكامل من الفولاذ المقاوم للصدأ مع تجاويف تعبئة قابلة للاستبدال في ثلاثة أسابيع، بتحويل انقطاع غير مجدول من حدث مدته خمسة أيام إلى مقايضة مدتها يوم واحد. لا تظهر هذه الإمكانية في قائمة الأسعار، ولكنها تظهر في دفتر الأستاذ الخاص بوقت التوقف عن العمل. وينطبق المبدأ نفسه سواء كنت تشتري صمام إبرة واحد بقدرة 30 ألف رطل لكل بوصة مربعة لمفاعل جامعي أو تقوم بتجهيز انتشار بستة مضخات. اطلب تقرير الشد الخاص بالكمية الحرارية للدفعة الدقيقة من المواد التي ستشكل مكوناتك. إذا لم يتمكن المورد من إنتاجها، فإن التوفير في سعر الوحدة يصبح بمثابة بوليصة تأمين تكتبها مقابل المعدات الخاصة بك. .article-section{margin-bottom:40px}.article-section h2{font-size:22px;font-weight:bold;text-align:left;margin-bottom:12px}.article-section h3{font-size:16px;font-weight:bold;text-align:left;margin-bottom:12px}.article-section p{font-size:16px;margin-bottom:12px}.article-section ul,.article-section ol{margin-bottom:12px}.article-section ul{list-style-type:disc!important;list-style-position:inside!important}.article-section ol{list-style-type:decimal!important;list-style-position:inside!important;padding-left:0}.article-section li{list-style:inherit!important;font-size:16px;margin-bottom:5px}.article-table{display:table;text-align:center;border-collapse:collapse;width:100%;font-size:16px;margin-bottom:15px}.article-table thead{display:table-header-group}.article-table tbody{display:table-row-group}.article-table tr{display:table-row}.article-table th{display:table-cell;font-weight:bold;border:1px solid #ccc;padding:8px}.article-table td{display:table-cell;border:1px solid #ccc;padding:8px}.article-image{margin:24px 0;text-align:center}.article-image img{max-width:100%;height:auto;display:block;margin:0 auto} .internal-link{color:#2563eb;font-weight:bold;text-decoration:underline} .product-card{margin:20px 0;border:1px solid #e5e7eb;border-radius:10px;overflow:hidden;font-style:normal} .pc-inner{display:flex;text-decoration:none;color:inherit;align-items:center} .pc-img{width:160px;min-width:160px;height:120px;object-fit:cover;flex-shrink:0;display:block} .pc-img-placeholder{background:#f3f4f6} .pc-body{padding:12px 16px;flex:1;min-width:0;display:flex;flex-direction:column;justify-content:space-between} .pc-title{font-size:15px;font-weight:600;color:#111;margin:0 0 6px} .pc-desc{font-size:13px;color:#6b7280;margin:0 0 8px;overflow:hidden;display:-webkit-box;-webkit-line-clamp:2;-webkit-box-orient:vertical} .pc-cta{font-size:13px;font-weight:600;margin-top:auto} .pc-inner:hover .pc-title{text-decoration:underline}
-
اقرأ المزيد
يمكن أن تتشقق النهاية السائلة التي استمرت لمدة 200 ساعة دون وقوع أي حادث في نوبة عمل واحدة. يبدأ الفشل دائمًا تقريبًا في نفس المكان: تقاطع التجويف. لا التعبئة، ولا الخيوط، ولا مقاعد الصمام - النقطة التي يلتقي فيها تجويف المكبس مع ممرات صمام الشفط والتفريغ. إن فهم سبب تركيز هذا الموقع للإجهاد بشدة هو الأساس لفهم طول عمر نهاية السوائل، واختيار المواد، ومنع الفشل. كيف تدمر نهاية السوائل نفسها من الداخل كل ضربة للمضخة الترددية تُخضع الجسم النهائي للسائل لدورة ضغط. عند ذروة ضغط التفريغ - عادة من 9000 إلى 13000 رطل لكل بوصة مربعة في تطبيقات التكسير، وأعلى في بعض أعمال الأسمنت أو التحفيز - يتم تمديد الجدران الداخلية إلى الخارج في حالة توتر. عندما يتراجع المكبس وينخفض الضغط، تسترخي تلك الجدران. تتكرر دورة التمدد والانكماش هذه مئات المرات في الدقيقة، والتأثير التراكمي لتلك الدورات، وليس حدث ضغط زائد كارثي واحد، هو الذي يدمر الجسم في النهاية. التعب هو وضع الفشل. والتعب دائمًا ما يجد نقطة الضعف. في النهاية السائلة، يتم تحديد هذه النقطة هندسيًا قبل وقت طويل من تشغيل المضخة بضربة واحدة. لقد تم تصميمه داخل الكتلة في اللحظة التي يتم فيها قطع التجاويف المتقاطعة، لأن الهندسة نفسها تعمل على تضخيم الضغط بطرق لا تتعرض لها أقسام الجدار الموحدة أبدًا. ماذا يعني تركيز الإجهاد في الواقع؟ في أسطوانة بسيطة غير متقطعة تحت ضغط داخلي، يتوزع ضغط الطوق بالتساوي نسبيًا حول المحيط. أدخل أي انقطاع - ثقب، أو شق، أو تغيير مفاجئ في المقطع العرضي - وتعطل التوزيع المتساوي. يجب أن تحمل المادة المجاورة للانقطاع الحمولة التي لم تعد المادة التي تمت إزالتها قادرة على تحملها. الإجهاد لا يختفي. ويتركز عند حواف الفتحة. يتم قياس هذه الظاهرة من خلال عامل تركيز الإجهاد (SCF) ، مضاعف بلا أبعاد يعبر عن مدى ارتفاع ذروة الضغط المحلي مقارنة بالإجهاد الاسمي في قسم غير مضطرب. على سبيل المثال، فإن قيمة SCF البالغة 3.0 تعني أن المادة المتاخمة مباشرة لفتحة التجويف تواجه ثلاثة أضعاف الضغط الذي تتوقعه عملية حسابية تعتمد على متوسط سمك الجدار. الأبحاث المنشورة في مجلة علوم المواد: مواد في الهندسة يؤكد أن الانقطاعات الهندسية الناتجة عن التجاويف المتقاطعة هي من بين أشد مسببات الضغط التي تتم مواجهتها في تصميم أوعية الضغط، مع حدوث أعلى التركيزات على وجه التحديد عند حواف تقاطع التجويف. ويتحكم شكل الانقطاع في مدى شدة التركيز. زوايا إعادة الدخول الحادة تضاعف الضغط بشكل كبير. التحولات السلسة تقللها. لا يحتوي التجويف السلس تمامًا وغير الملحوم على عامل تركيز على الإطلاق، لكن التقاطع ذو الزوايا الحادة بين ممرين أسطوانيين يمكن أن يولد قيم SCF أعلى بكثير من 2.0 حتى في الأشكال الهندسية الأكثر ملاءمة. التجويف المتقاطع: حيث تصطدم أربعة مسارات تحتوي الكتلة الطرفية التقليدية للسوائل على أربعة ممرات متقاطعة تجتمع في غرفة السوائل المركزية: تجويف المكبس الذي يعمل أفقيًا، وتجويف صمام الشفط القادم من الأسفل، وتجويف صمام التفريغ الخارج من الأعلى، وعادةً ما يكون تجويف قضيب الوصول أو القضيب الصغير. ولا يعمل أي من هذه التجاويف بمعزل عن غيرها. وتنتهي جميعها عند نفس التجويف الداخلي، مما يعني أن فتحاتها جميعها تتجمع في نفس المنطقة الصغيرة من المعدن. عند كل نقطة حيث ينكسر تجويف واحد في جدار آخر، يتم مقاطعة مسار ضغط الطوق المستمر. يجب أن يعيد المعدن الموجود عند تلك الحافة توجيه الحمل حول الفتحة. ومع اجتماع أربعة مملين في مكان واحد، تتداخل هذه الانقطاعات. حافة تجويف المكبس محاطة بفتحات الصمامات. يحد تجاويف الصمامات ممر المكبس. ولا يوجد بينهما رباط حامل غير مضطرب، بل يوجد فقط جسر ضيق من مادة محاطة من جوانب متعددة بتجويفات محملة بالضغط. ويعني هذا التكوين أن تقاطع التجويف ليس مجرد نقطة تركيز إجهاد واحدة. إنه تقارب لمثيرات التوتر المتعددة في وقت واحد. يصل الضغط الدوري الذي يدور في تجويف المكبس، وتذبذب ضغط الشفط، وارتفاع ضغط التفريغ إلى هذه المنطقة معًا في كل دورة شوط. الأرقام وراء الفشل إن شدة تركيز الإجهاد عند تقاطع التجويف ليست نظرية، فقد تم قياسها على نطاق واسع. الأبحاث المنشورة في مجلة ASME لتكنولوجيا أوعية الضغط يحدد عوامل تركيز الضغط للتجويف المتقاطع في الأسطوانات ذات الجدران السميكة كدالة لنسبة نصف قطر التجويف المتقاطع ونسبة سمك الجدار، مما يوفر منحنيات التصميم التي يستخدمها المهندسون للتنبؤ بمناطق الفشل. بالنسبة للتجويف الشعاعي الدائري القياسي - وهو الشكل الهندسي الأكثر استخدامًا تاريخيًا - فإن SCF عند حافة التقاطع يبلغ تقريبًا 2.30 . وهذا يعني أن الكتلة التي تعمل عند ضغط داخلي اسمي يبلغ 10000 رطل لكل بوصة مربعة تواجه ذروة إجهاد موضعية تبلغ حوالي 23000 رطل لكل بوصة مربعة عند حافة تقاطع التجويف. إن التجويف المتقاطع الإهليلجي ذو الشكل الأمثل يقلل ذلك إلى حوالي 1.52، ويمكن للتجويف الدائري المتوازن بشكل مثالي أن يخفضه إلى حوالي 1.33. هذه ليست اختلافات صغيرة. يؤدي الانتقال من المقطع العرضي للتجويف الدائري إلى المقطع العرضي الإهليلجي إلى تقليل ذروة الإجهاد الدوري بمقدار الثلث تقريبًا، وهو ما يترجم مباشرةً إلى إطالة كبيرة في عمر الكلال. مقاييس حياة التعب مع سعة الإجهاد بطريقة غير خطية للغاية - تؤدي التخفيضات الصغيرة في ذروة الإجهاد إلى تحسينات كبيرة بشكل غير متناسب في عدد الدورات قبل الفشل. وقد تبين أن التخفيض بنسبة 17 إلى 25 بالمائة في SCF يؤدي إلى تحسن بنسبة 40 بالمائة في نتائج اختبار عمر التعب، والذي يترجم عند 200 ضربة في الدقيقة إلى أسابيع من الخدمة الميدانية الإضافية من تغيير تصميم واحد. بدء الكراك والانتشار والغسل مع الضغط عند حافة تقاطع التجويف الذي يدور بين ما يقارب الصفر على شوط الشفط ومضاعفات الضغط الاسمي على شوط التفريغ، فإن المادة الموجودة عند تلك الحافة تتراكم الضرر بمعدل يتجاوز بكثير أي مكان آخر في الكتلة. تبدأ شقوق الكلال عند سطح تقاطع التجويف، حيث يكون إجهاد الشد في أعلى مستوياته، كما توفر عيوب تشطيب السطح أو علامات التشغيل أو الانقطاعات في البنية المجهرية مواقع النواة. بمجرد أن يتشكل الصدع، فإن كل دورة ضغط تدفعه إلى عمق أكبر. يؤدي طرف الشق - وهو تركيز إجهاد هندسي في حد ذاته - إلى تضخيم الضغط بشكل أكبر مع كل دورة، مما يتسبب في تقدم مقدمة الشق بشكل متزايد. ينتشر الكسر نموذجيًا محوريًا على طول جدار التجويف، متبعًا اتجاه الحد الأقصى لضغط الطوق، ويشق طريقه نحو الخارج إما نحو تجويف تجويف التفريغ أو جدار غرفة الضخ. يصبح الفشل كارثيًا عندما يفتح الشق طريقًا بين منطقتين عند ضغوط مختلفة إلى حد كبير. ويتصل ضغط التفريغ، الذي يتراوح بين 9000 إلى 13000 رطل لكل بوصة مربعة أو أعلى، عبر الشق بغرفة تجويف المكبس، والتي يمكن أن تصل إلى 10 إلى 100 رطل لكل بوصة مربعة أثناء شوط السحب. يخلق الترس التفاضلي تدفقًا سائلًا عالي السرعة عبر الشق نفسه. يؤدي هذا التدفق إلى تآكل جدران الشقوق بمعدلات لا يمكن أن يضاهيها انتشار الشقوق الميكانيكي وحده - مما يؤدي إلى نفث الماء بشكل فعال عبر قناة من خلال مادة الكتلة. والنتيجة هي الغسل السريع، وفقدان كفاءة المضخة، وتلف الجسم الذي لا يمكن إصلاحه والذي لا يمكن إصلاحه عن طريق استبدال المكونات المستهلكة. هذا هو السبب في أن فشل تقاطعات التجويف يكون مفاجئًا جدًا في المظهر على الرغم من كونه تدريجيًا في الأصل. ينمو الشق ببطء على مدى عدة آلاف من الدورات؛ يكتمل الغسيل، بمجرد إجراء اتصال الضغط، في دقائق. الهندسة والمواد: يسحب المهندسون الرافعتان إن معرفة أين ولماذا يتركز التوتر تشير مباشرة إلى كيفية تخفيفه. هناك مساران مستقلان: إعادة التصميم الهندسي وترقية المواد. تستخدم الأطراف السائلة الأكثر متانة كليهما. على الجانب الهندسي، التدخلات الرئيسية هي تشكيل التشكيل الجانبي للتجويف وتصميم نصف قطر التقاطع. يؤدي استبدال التشكيلات الجانبية الدائرية ذات التجويف المتقاطع بأخرى بيضاوية الشكل إلى إعادة توزيع ضغط الطوق بعيدًا عن حافة التقاطع، مما يقلل من ذروة SCF. إن إضافة نصف قطر مزج أو شطب عند التقاطع - بدلاً من ترك زاوية حادة - يمنح الضغط مسارًا أكثر سلاسة للانتقال، مما يقلل من عامل التركيز. تحقق التجاويف المركزية ذات الشكل البرميلي، والتي تخلق زوايا تقاطع منفرجة بدلاً من زوايا تقاطع الزاوية اليمنى، نتائج مماثلة من خلال القضاء على الانتقال الهندسي الحاد الذي تخلقه تقاطعات الزاوية اليمنى. ومن المفارقة أن إزالة المواد بطريقة استراتيجية تقلل من الضغط من خلال السماح لما تبقى بحمل الحمولة بشكل أكثر انتظامًا. على الجانب المادي، يحدد الاختيار مقدار الضغط الدوري الذي يمكن أن يتحمله الجسم قبل بدء الشق. تعتبر سبائك الفولاذ عالية القوة ذات المقاومة الفائقة للتعب والمقاومة للتآكل هي المعيار في تطبيقات التكسير الصعبة. تجمع درجات مثل الفولاذ المقاوم للصدأ 17-4PH و15-5PH بين قوة الشد اللازمة لاحتواء الضغط العالي مع مقاومة التعب ومقاومة التآكل التي تحافظ على سلامة حواف تقاطع التجويف خلال فترات الخدمة الطويلة. التآكل مهم لأن سوائل التكسير عدوانية كيميائيا. يؤدي الحفر عند سطح تقاطع التجويف إلى إنشاء نفس مواقع التنوي لشقوق الكلال التي قد تحدثها علامة التشغيل الآلي، لذا فإن المادة التي تقاوم الحفر أثناء الخدمة تعمل على إطالة عمر الكلال بشكل مباشر. تعتبر مواصفات المعالجة الحرارية، وجودة تشطيب السطح عند تقاطعات التجويف، وحالة الإجهاد المتبقي (عمليات الطحن التلقائي يمكن أن تقدم إجهادًا ضاغطًا متبقًا مفيدًا على أسطح التجويف) هي متغيرات إضافية يتحكم فيها المصنعون ذوو الخبرة لدفع عمر الكلال إلى ما هو أبعد مما تحققه الهندسة والمواد وحدها. ماذا يعني هذا عند اختيار أو استبدال نهاية السوائل بالنسبة لأي شخص يقوم بتحديد أو شراء أو استبدال نهايات السوائل في تطبيقات التكسير أو خدمة الآبار، فإن تركيز الضغط عند تقاطع التجويف ليس مصدر قلق هندسي مجرد - فهو المحرك الأساسي لاختلاف عمر الخدمة بين المنتجات التي تبدو متطابقة من الخارج. يمكن أن يختلف طرفا السائل المصنوعان ليتناسبا مع نفس المضخة، مع نفس معدل الضغط الاسمي، بشكل كبير في هندسة تقاطع التجويف، ودرجة المادة، والمعالجة الحرارية، وتشطيب السطح. تحدد هذه الاختلافات ما إذا كانت الكتلة تعمل لمدة 200 ساعة أو 600 ساعة قبل طلب الاستبدال. سعر الشراء لكل وحدة لا يخبرك بأي شيء تقريبًا؛ التكلفة لكل ساعة ضخ تخبرك بكل شيء. يتطلب تقييم مورد نهاية السوائل السؤال عن مواصفات المواد (على وجه التحديد ما إذا كانت درجات الفولاذ المقاوم للصدأ ذات المقاومة العالية للتآكل قياسية أم ترقية)، وتصميم تقاطع التجويف (سواء تم استخدام التجاويف الإهليلجية أو مقاطع التقاطع المحسنة)، وضوابط الجودة على تشطيب سطح التجويف. الموردون الذين لا يستطيعون الإجابة على هذه الأسئلة على وجه التحديد لا يقومون بالهندسة لأداء تقاطع التجويف - فهم يقومون بالهندسة وفقًا لرسم الأبعاد ويأملون أن تحمل المادة الحمولة. تيزي نهايات سائلة من الفولاذ المقاوم للصدأ عالية الضغط مصممة لتطبيقات التكسير يتم تصنيعها من درجات Super المقاوم للصدأ II™ (17-4PH / 15-5PH) مع معالجة حرارية داخلية ومراقبة كاملة لجودة دراسة المعادن - مما يعالج إجهاد تقاطع التجويف على مستوى المادة والعملية. المجموعة الكاملة من قطع غيار نهاية السوائل بما في ذلك الصمامات والغطاسات وأختام التعبئة يتم الاحتفاظ بها في المخزون من أجل التنفيذ السريع عندما تصل المكونات القابلة للاستهلاك إلى نهاية عمرها الافتراضي قبل انتهاء الكتلة. بالنسبة للفرق التي تقوم بتشغيل منصات مضخات التكسير الرئيسية، فإن الكتالوج الكامل لـ تجميعات نهاية السوائل الكاملة لمنصات مضخات فارك الرئيسية يغطي التوافق مع أنظمة Halliburton وSPM وGD وFMC والأنظمة الشائعة الأخرى. سيكون تقاطع التجويف دائمًا هو أضعف نقطة في نهاية السائل، وتضمن ذلك الهندسة والفيزياء. والسؤال العملي هو إلى أي مدى وإلى متى يمكن للكتلة المصممة جيدًا السيطرة على هذه الثغرة الأمنية. .article-section { margin-bottom: 40px; } .article-section h2 { font-size: 22px; font-weight: bold; text-align: left; margin-bottom: 12px; } .article-section h3 { font-size: 16px; font-weight: bold; text-align: left; margin-bottom: 12px; } .article-section p { font-size: 16px; margin-bottom: 12px; } .article-section ul, .article-section ol { margin-bottom: 12px; } .article-section ul { list-style-type: disc; list-style-position: inside; } .article-section ol { list-style-type: decimal; } .article-section li { font-size: 16px; margin-bottom: 5px; } .article-table { display: table; text-align: center; border-collapse: collapse; width: 100%; font-size: 16px; margin-bottom: 15px; } .article-table thead { display: table-header-group; } .article-table tbody { display: table-row-group; } .article-table tr { display: table-row; } .article-table th { display: table-cell; font-weight: bold; border: 1px solid #cccccc; padding: 8px; } .article-table td { display: table-cell; border: 1px solid #cccccc; padding: 8px; } .article-table caption { caption-side: bottom; font-size: 16px; margin-bottom: 12px; font-style: italic; color: #808080; }
-
اقرأ المزيد
لماذا تعتبر درجات الحرارة المتجمدة خطيرة بشكل خاص على نهايات السوائل النهاية السائلة التي تسير بشكل لا تشوبه شائبة خلال صيف تكساس يمكن أن تفشل بشكل كارثي في أول تجميد شديد لهذا الموسم، ليس بسبب تغير المعدات، ولكن بسبب تغير الفيزياء. داخل نهاية مائع مضخة فارك، لديك ثلاثة ظروف تعمل ضدك في وقت واحد في الطقس البارد: تجاويف الضغط العالي التي كانت تحتوي على السوائل في السابق تحبس المياه المتبقية، والتخليصات الدقيقة التي لا تترك مجالًا تقريبًا لتغيير الأبعاد، والأختام المرنة التي تعتمد وظيفتها على البقاء مرنة. عندما تنخفض درجات الحرارة إلى أقل من 32 درجة فهرنهايت، يبدأ أي ماء متبقي في المضخة في التوسع أثناء تجميده - مما يؤدي إلى ضغط يصل إلى 2000 رطل لكل بوصة مربعة من الضغط الشعاعي على جدران الأسطوانة وتجويف الصمامات وأوجه الغطاء النهائي. هذه القوة لا تميز بين عيب شعري وسطح سليم. ملف تعريف الضرر خادع أيضًا. على عكس الختم المنفوخ أثناء العمل، غالبًا ما يبدأ التشقق المرتبط بالتجميد داخليًا ويظل غير مرئي حتى يتم ضغط المضخة مرة أخرى. بحلول ذلك الوقت، كنت تنظر إلى كتلة متصدعة، أو تجويف مكبس محزز، أو غطاء تفريغ فاشل - وهي الأعطال التي تؤدي إلى إيقاف تشغيل الوحدة في منتصف العمل ونادرًا ما تعلن عن نفسها بعلامات تحذير. هذا هو السبب في تجميد الحماية ل تجميعات نهاية السوائل عالية الضغط مصممة لظروف حقول النفط الصعبة ليس من الجميل أن يكون لديك؛ إنه الفرق بين حملة شتوية منتجة وموسم إعادة بناء باهظ الثمن. يؤكد معهد البترول الأمريكي على مدى أهمية سلامة المعدات في ظل الظروف الميدانية القاسية— API Std 16FI، معيار سلامة حديد التكسير الجديد تم تطويره خصيصًا لمعالجة قسوة عمليات الضغط العالي حيث تعمل المعدات في ظل ظروف تتجاوز حدود التصميم. يعد الطقس البارد أحد تلك الحدود، وهو أحد القيود التي لا يزال معظم المشغلين يقللون من شأنها. المكونات الأكثر عرضة للخطر في نهاية السوائل خلال فصل الشتاء لا يتعرض كل جزء من نهاية السائل بشكل متساوٍ لخطر التجمد. إن فهم المكونات التي تفشل أولاً - ولماذا - يتيح لك تحديد أولويات جهود الفحص الخاصة بك حيثما كان ذلك مهمًا بالفعل. أختام التعبئة يمكن القول إن أختام التعبئة هي الضحية الأولى للطقس البارد. تتصلب المواد المرنة بدرجة أقل بكثير من 20 درجة فهرنهايت، مما يفقد التوافق الذي تحتاجه للحفاظ على الختم الديناميكي حول المكبس الترددي. قد يتسرب الختم الذي يغلق عند درجة حرارة 70 درجة فهرنهايت عند بدء التشغيل في ظروف تحت الصفر حتى قبل حدوث ضرر واضح. يؤدي التدوير الحراري إلى تفاقم المشكلة: حيث تتسبب دورات التجميد والذوبان المتكررة في حدوث تشققات دقيقة في جسم الختم، مما يؤدي إلى تسريع التآكل بما يتجاوز بكثير ما يتوقعه عدد ساعات التشغيل. أختام التعبئة مصممة للحفاظ على المرونة في ظل التدوير الحراري تستحق تكلفة المواصفات متجهة إلى شتاء الحوض الشمالي. الغطاسون تعتمد أسطح المكبس على تفاوتات الأبعاد الضيقة والطلاءات الواقية الصلبة. في ظروف التجميد، يظهر وضعان للفشل. أولاً، يمكن لأي سائل متبقي في صندوق الحشو أن يتجمد حول المكبس، مما يؤدي إلى إنشاء قبضة ثلجية تثبت المكبس في مكانه - مما يجبر طرف الطاقة على التغلب على تلك المقاومة عند بدء التشغيل وتركيز الضغط في واجهة الطلاء. ثانيًا، تؤدي الفروق السريعة في درجة الحرارة بين جسم المكبس (المطلي بالفولاذ أو السيراميك) والسائل المتجمد المحيط به إلى حدوث صدمة حرارية تؤدي إلى ظهور شقوق صغيرة على السطح. تم تصميم الغطاسات الصلبة لمقاومة إجهاد السطح في البيئات الكاشطة والباردة توفير حافة ذات معنى عندما تنخفض درجات الحرارة. الصمامات والمقاعد تعتمد صمامات الشفط والتفريغ على هندسة الجلوس الدقيقة لتعمل. يمكن أن يؤدي التلوث بالجليد - حتى بكميات ضئيلة - إلى إبقاء الصمام مفتوحًا أو مغلقًا. في كلتا الحالتين تكون النتيجة عدم انتظام الضغط: إما أن يتجاوز السائل الصمام ويخفض معدل التدفق، أو أن الصمام العالق يسبب ارتفاعات في الضغط تؤدي إلى تحميل الكتلة بشكل غير متساو. وتزيد سوائل التكسير المحملة بالرمال الأمر سوءًا؛ يمكن للثلج والدعامة معًا تعبئة تجويف الصمام بشكل أكثر فعالية من أي منهما بمفرده. أغطية التفريغ والشفط تخضع الأغطية النهائية لأعلى تركيز إجهاد شد في الجسم الطرفي للسائل، خاصة حول فتحات المسامير وأسطح الحواف. في ظروف التجميد، يطبق تمدد الجليد داخل تجويف الغطاء ضغطًا خارجيًا بالضبط حيث يكون ضغط المادة في أعلى مستوياته بالفعل. أغطية التفريغ والشفط مصممة لتحمل ضغط الغطاء النهائي تعتمد على صلابة المواد عند درجات حرارة منخفضة - وهي المواصفات التي تصبح حاسمة في حالات التجمد العميق النادرة في العصر البرمي والروتين في باكين. التفتيش قبل الشتاء وإدارة السوائل تتم أعمال الاستعداد لفصل الشتاء الأكثر فعالية من حيث التكلفة قبل التجميد الأول، وليس بعده. يستغرق الفحص المنظم قبل الموسم على كل طرف سائل في أسطولك ما يقرب من ساعتين إلى ثلاث ساعات لكل وحدة ويمكن أن يمنع أسابيع من التوقف عن العمل. استنزاف جميع السوائل المتبقية تماما. استخدم أدنى نقطة تصريف في نهاية السائل وتأكد من خلو التجويف قبل التخزين أو الاستعداد. لا تفترض أن الصرف بالجاذبية قد اكتمل - استخدم الهواء المضغوط لتطهير ممرات الشفط إذا كان هناك شك. فحص أختام التعبئة بحثًا عن التآكل الموجود مسبقًا. يجب استبدال أي ختم يظهر بثق أو قطع الشفاه أو مجموعة الضغط قبل الطقس البارد، وليس بعده. سوف يفشل الختم المار بشكل هامشي عند 60 درجة فهرنهايت عند 15 درجة فهرنهايت. تحقق من مجموعات الصمامات للتأكد من سلامة الحطام والجلوس. غالبًا ما يكون لفشل صمام الطقس البارد سبب جذري موجود مسبقًا - مقعد محزوز، ونابض مهترئ، وتراكم الرمال خلف جسم الصمام. تناولها الآن. فحص التفريغ وعزم دوران غطاء الشفط. تؤدي البراغي التي تم فكها خلال الحملة الأخيرة إلى إنشاء مصائد سائلة صغيرة. Retorque للمواصفات والتحقق من حالة الخيط. قم بالتبديل إلى مواد التشحيم ذات درجة الحرارة المنخفضة. تزداد سماكة شحوم التعبئة القياسية بدرجة أقل بكثير من 32 درجة فهرنهايت. استخدم مادة تشحيم مصنفة وفقًا لدرجة الحرارة المحيطة الدنيا المتوقعة. اختبار الضغط عند درجة حرارة منخفضة إن أمكن. يكشف الاختبار الهيدروستاتيكي البارد عن شقوق صغيرة تختفي عندما يعود المعدن إلى درجة الحرارة المحيطة. حتى الاختبار القصير عند 1500-2000 رطل لكل بوصة مربعة يمنحك بيانات تشخيصية ذات معنى. تمتد إدارة السوائل إلى ما هو أبعد من المضخة نفسها. تأكد من تصريف خطوط الشفط بالكامل أو إبقائها في حالة دوران مستمر، وتحقق من استبدال أي فاصل أو سائل إزاحة قائم على الماء ببديل قائم على الجليكول إذا كانت الوحدة ستشهد درجات حرارة أقل من درجة التجمد أثناء وضع الاستعداد. الحفاظ على نهاية السائل دافئة: استراتيجيات التدفئة والعزل بالنسبة للمعدات التي تعمل بنشاط، فإن الهدف بسيط: الحفاظ على درجات حرارة نهاية السائل أعلى من 40 درجة فهرنهايت قبل بدء التشغيل والحفاظ عليها فوق درجة التجمد خلال أي فترة خمول أطول من 30 دقيقة. هناك طريقتان — التدفئة النشطة والعزل السلبي — وتستخدم البرامج الشتوية الأكثر فعالية كليهما. التدفئة النشطة سخانات الغمر والتداول يتم وضعها في مشعب الشفط أو مباشرة في مصدر السوائل مما يمنع السائل الوارد من الوصول باردًا إلى المضخة. وهذا مهم بشكل خاص بالنسبة لسوائل التكسير ذات الأساس المائي، والتي تبدأ في التجمد عند 32 درجة فهرنهايت ويمكن أن تتجمد جزئيًا في خطوط الشفط قبل أن تصل درجة الحرارة المحيطة إلى تلك العتبة. بالنسبة للوحدات عالية القيمة أو التشغيل المستمر، يوفر الشريط الحراري الكهربائي الملتف حول الجسم الطرفي للسائل والمغطى بالعزل حماية حرارية مباشرة بأقل تكلفة تشغيل. تحافظ سخانات الكتلة الموجودة على جانب المحرك على تدفق تشحيم نهاية الطاقة، لكن لا تفترض أن هذا الدفء يصل إلى نهاية السائل - فهي معزولة حرارياً بدرجة كافية بحيث يظل طرف السائل باردًا بشكل خطير عندما يكون المحرك دافئًا. العزل السلبي يمكن للبطانيات العازلة المصممة لأجسام المضخات أن تحتفظ بالحرارة المتبقية لعدة ساعات خلال فترات الخمول، مما يوفر الوقت اللازم بين المهام دون طاقة تسخين مستمرة. تعتبر ملاجئ الهواء الدافئ المؤقتة - وهي عبارة عن سياج على شكل خيمة فوق منطقة الكسر - ممارسة معتادة في أحواض شمال كندا وهي شائعة بشكل متزايد في شمال الولايات المتحدة. ويؤتي الاستثمار في البنية التحتية للمأوى ثماره بسرعة إذا حدث تجميد شديد خلال فترة ما بين المراحل. قاعدة واحدة تنطبق بغض النظر عن الطريقة: لا تبدأ أبدًا في وضع نهاية سائلة باردة تحت ضغط العمل الكامل. اسمح لنهاية السائل بالوصول إلى 40 درجة فهرنهايت على الأقل قبل البدء في الضخ. تعد الصدمة الحرارية الناتجة عن دفع سائل بارد وقاس عبر نهاية مائع متجمد أو شبه متجمد بسرعة عالية واحدة من أكثر الطرق الموثوقة لتكسير الكتلة التي كان من الممكن أن تبقى لها سنوات من عمر الخدمة. فصل الشتاء للمعدات الخاملة: بروتوكولات التصريف والتخزين تحتاج المعدات التي تبقى في وضع الخمول لأكثر من 24 ساعة في ظروف التجمد إلى إجراء محدد، وليس مجرد استنزاف سريع. غالبًا ما يرجع الفرق بين المضخة التي تعود بصحة جيدة في الربيع والمضخة التي تحتاج إلى إعادة بناء نهاية السوائل بالكامل إلى مدى دقة تنفيذ هذه الخطوة. استنزاف جميع أطراف السوائل بالكامل ، بما في ذلك أغطية الشفط، وأغطية التفريغ، وأي تجاويف منخفضة النقاط في مجموعة المجمع. قم بإمالة الوحدة إذا لزم الأمر لضمان اكتمال تصريف الجاذبية. تطهير مع الهواء المضغوط عند ضغط منخفض (30-60 رطل لكل بوصة مربعة) من خلال وصلة الشفط لإزالة السوائل المتبقية من الممرات التي لن تصل إليها الجاذبية. تطبيق مانع التآكل أو زيت الحفظ من خلال منطقة التعبئة لتغطية الأسطح الداخلية. وهذا يمنع أيضًا الأختام الجافة من أخذ مجموعة الضغط أثناء التخزين الممتد. قم بتغطية كافة المنافذ المفتوحة —وصلات الشفط، ووصلات التفريغ، وأي منافذ للأجهزة — لمنع دخول الرطوبة. يعد التكثيف داخل تجويف نهاية السائل خلال فترة تخزين طويلة في فصل الشتاء كافيًا للتسبب في تآكل مقاعد الصمامات وتجويف المكبس. قم بوضع علامة على حالة حفظ الوحدة وتوثيقها لذلك لا تقوم الطواقم العائدة بتشغيل المضخة المحفوظة عن غير قصد دون خطوات إعادة التشغيل. عند إعادة التشغيل بعد التخزين البارد، قم دائمًا بملء نهاية السائل مسبقًا بالسائل قبل بدء التشغيل، وتحقق من إزالة جميع الأغطية وتركيبات الحفظ، وقم بتشغيل المضخة بسرعة منخفضة وضغط منخفض لفترة استراحة قبل التقدم إلى ضغط العمل. ال دليل صيانة نهاية الطاقة لمضخات فارك يغطي خطوات إعادة التشغيل التكميلية لجانب المحرك الميكانيكي التي يجب تنفيذها بالتوازي. بناء مخزون قطع الغيار لفصل الشتاء يعمل الطقس البارد على تسريع تآكل المكونات الدقيقة التي يصعب الحصول عليها بسرعة. إن استراتيجية قطع الغيار الصحيحة مع اقتراب فصل الشتاء لا تتعلق بتخزين كل شيء، بل تتعلق بتخزين الأجزاء التي تتعطل بشكل متكرر في الظروف الباردة والتي يؤدي غيابها إلى أطول فترة توقف عن العمل. يوصى بقطع غيار نهاية سائل الشتاء حسب أولوية الفشل مكون وضع فشل الشتاء الأسهم الموصى بها أختام التعبئة التصلب الحراري، والتكسير الجزئي الناتج عن دورات التجميد والذوبان مجموعة كاملة لكل مضخة × 2 مجموعات الصمامات (زنبرك جسم المقعد) فشل الجلوس الناجم عن الجليد، والتعبئة بالثلج الداعم مجموعة صمامات كاملة لكل مضخة الغطاسون تشقق سطح قبضة الجليد، فشل طلاء الصدمة الحرارية بديل واحد لكل مضخة نشطة جوانات غطاء التفريغ/الشفط قم بإغلاق تلف الوجه الناتج عن تمدد الجليد في تجويف الغطاء مجموعتان لكل مضخة تغطية البراغي والصواميل تآكل الإجهاد، فشل قفل عزم الدوران البارد مجموعة مسامير كاملة لكل مضخة نادرًا ما يكون من الممكن التنبؤ بتوافر الأجزاء في المواقع الشمالية النائية أثناء ذروة الحفر في فصل الشتاء. يؤدي التخزين محليًا - سواء في حديقتك أو في نقطة توزيع إقليمية - إلى التخلص من مخاطر المهلة التي يمكن أن تحول عملية الإصلاح لمدة ساعتين إلى توقف لمدة يومين. استكمال الأجزاء النهائية للسوائل ومكونات الاستبدال يتم تخزينها عبر مواقع المستودعات الأمريكية مما يمنح المشغلين خيار إعادة الإمداد بسرعة دون انتظار الجداول الزمنية للشحن الخارجي. إن التخطيط لهذا المخزون قبل الموسم، وليس أثناءه، هو القرار الوحيد الذي يمكن أن يتخذه مدير الأسطول في فصل الشتاء. .article-section { margin-bottom: 40px; } .article-section h2 { font-size: 22px; font-weight: bold; text-align: left; margin-bottom: 12px; } .article-section h3 { font-size: 16px; font-weight: bold; text-align: left; margin-bottom: 12px; } .article-section p { font-size: 16px; margin-bottom: 12px; } .article-section ul, .article-section ol { margin-bottom: 12px; } .article-section ul { list-style-type: disc; list-style-position: inside; } .article-section ol { list-style-type: decimal; } .article-section li { font-size: 16px; margin-bottom: 5px; } .article-table { display: table; text-align: center; border-collapse: collapse; width: 100%; font-size: 16px; margin-bottom: 15px; } .article-table thead { display: table-header-group; } .article-table tbody { display: table-row-group; } .article-table tr { display: table-row; } .article-table th { display: table-cell; font-weight: bold; border: 1px solid #cccccc; padding: 8px; } .article-table td { display: table-cell; border: 1px solid #cccccc; padding: 8px; } .article-table caption { caption-side: bottom; font-size: 16px; margin-bottom: 12px; font-style: italic; color: #808080; }
-
Jul 16,2025اقرأ المزيد
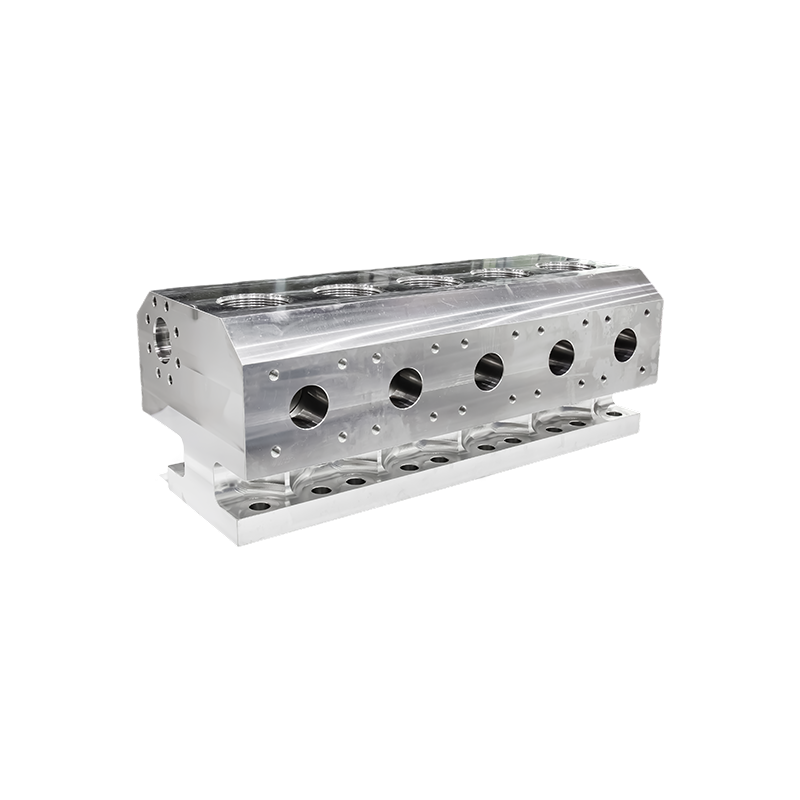
QWS5000 مجموعة السوائل الفولاذ المقاوم للصدأ الضغط العالي العالي وعالي الانبعاثات ، مصنوعة من 15-5 في الساعة و 13-8 من الفولاذ المقاوم للصدأ. الصهر المحسّن: يتحكم فرن التردد المتوسط IM ACD LF VD ESR بشكل فعال في الفريت ≤3 ٪. تحسين عمليات التزوير والمعالجة الحرارية ؛ يتم اعتماد الإنتاج أحادي القطعة مع ثلاثة أرصفة وثلاثة عمليات سحب لضمان تخفيف الإجهاد والشيخوخة ، وكذلك البنية المجهرية الموحدة والمكررة. تحسين بنية المنتج: يحرك هذا المنتج عمليا محرك كهربائي للكسر ، والسكتة الدماغية العالية ، والضغط العالي ، والإزاحة الكبيرة. تم تحسين نوع الفتحة إلى نوع الفانوس ، مما يقلل من تركيز الإجهاد في المنتج ، ويعزز مقاومة التعب للمنتج ، ويمتد عمر الخدمة بنسبة ≥35 ٪. يقلل علاج تعزيز التجويف الداخلي من الإجهاد الميكانيكي في تجويف المنتج الداخلي. يزداد الإجهاد الحراري بنسبة 35 ٪ ، ويصل سطح التجويف الداخلي إلى صلابة عالية ، مما يحقق آثارًا مقاومة للارتداء ومقاومة للتآكل ، مما يمتد بشكل كبير من عمر خدمة المنتج بأكثر من 30 ٪. مجموعة واسعة من أنواع المطابقة وتصميم الملحقات الحجم تلبي المتطلبات التشغيلية المختلفة.
-
Jul 16,2025اقرأ المزيد
QWS3000 مجموعة السوائل الفولاذ المقاوم للصدأ الضغط العالي العالي وعالي الانبعاثات ، مصنوعة من 15-5 في الساعة و 13-8 من الفولاذ المقاوم للصدأ. الصهر المحسّن: يتحكم فرن التردد المتوسط IM ACD LF VD ESR بشكل فعال في الفريت ≤3 ٪. تحسين عمليات التزوير والمعالجة الحرارية ؛ يتم اعتماد الإنتاج أحادي القطعة مع ثلاثة أرصفة وثلاثة عمليات سحب لضمان تخفيف الإجهاد والشيخوخة ، وكذلك البنية المجهرية الموحدة والمكررة. تحسين بنية المنتج: يحرك هذا المنتج عمليا محرك كهربائي للكسر ، والسكتة الدماغية العالية ، والضغط العالي ، والإزاحة الكبيرة. تم تحسين نوع الفتحة إلى نوع الفانوس ، مما يقلل من تركيز الإجهاد في المنتج ، ويعزز مقاومة التعب للمنتج ، ويمتد عمر الخدمة بنسبة ≥35 ٪. يقلل علاج تعزيز التجويف الداخلي من الإجهاد الميكانيكي في تجويف المنتج الداخلي. يزداد الإجهاد الحراري بنسبة 35 ٪ ، ويصل سطح التجويف الداخلي إلى صلابة عالية ، مما يحقق آثارًا مقاومة للارتداء ومقاومة للتآكل ، مما يمتد بشكل كبير من عمر خدمة المنتج بأكثر من 30 ٪. مجموعة واسعة من أنواع المطابقة وتصميم الملحقات الحجم تلبي المتطلبات التشغيلية المختلفة.
-
Jul 16,2025اقرأ المزيد
QWS2800 مجموعة السوائل الفولاذ المقاوم للصدأ الضغط العالي العالي وعالي الانبعاثات ، مصنوعة من 15-5 في الساعة و 13-8 من الفولاذ المقاوم للصدأ. الصهر المحسّن: يتحكم فرن التردد المتوسط IM ACD LF VD ESR بشكل فعال في الفريت ≤3 ٪. تحسين عمليات التزوير والمعالجة الحرارية ؛ يتم اعتماد الإنتاج أحادي القطعة مع ثلاثة أرصفة وثلاثة عمليات سحب لضمان تخفيف الإجهاد والشيخوخة ، وكذلك البنية المجهرية الموحدة والمكررة. تحسين بنية المنتج: يحرك هذا المنتج عمليا محرك كهربائي للكسر ، والسكتة الدماغية العالية ، والضغط العالي ، والإزاحة الكبيرة. تم تحسين نوع الفتحة إلى نوع الفانوس ، والذي ، هو تركيز الإجهاد للمنتج ، يعزز مقاومة التعب للمنتج ، ويمتد عمر الخدمة بنسبة ≥35 ٪. يقلل علاج تعزيز التجويف الداخلي من الإجهاد الميكانيكي في تجويف المنتج الداخلي. يزداد الإجهاد الحراري بنسبة 35 ٪ ، ويصل سطح التجويف الداخلي إلى صلابة عالية ، مما يحقق آثارًا مقاومة للارتداء ومقاومة للتآكل ، مما يمتد بشكل كبير من عمر خدمة المنتج بأكثر من 30 ٪. مجموعة واسعة من أنواع المطابقة وتصميم الملحقات الحجم تلبي المتطلبات التشغيلية المختلفة. يلتقي بأحجام المكبس من 3.75 "، 4" ، 4.5 "، إلخ.
-
Jul 16,2025اقرأ المزيد
مسامير وصواميل مضخة التكسير هي مكونات التثبيت الأساسية لمضخات التكسير في إنتاج النفط والغاز ، وهي مصممة لظروف العمل. إنها مصنوعة في الغالب من سبائك الصلب عالية القوة ، وبعد المعالجة الحرارية ، يمكن أن تصل قوة الشد إلى أكثر من 1200 ميجا باسكال ، والتي يمكن أن تتحمل ضغط النبض والاهتزاز الشديد الذي يصل إلى 100 ميجا باسكال في عمليات التكسير. يعتمد هذا النوع من أدوات التثبيت على تصميم خيط دقيق ، جنبا إلى جنب مع هيكل ذاتي القفل أو طلاء مضاد للارتخاء ، والذي يمكن أن يمنع بشكل فعال الارتخاء تحت تأثير التردد العالي. عادة ما يكون رأس الترباس سداسيا أو ثنائي الأضلاع ، وهو مناسب للتفكيك والتجميع السريع في مساحة صغيرة باستخدام أدوات خاصة ، مما يؤدي إلى تقصير وقت صيانة المعدات. من أجل التكيف مع البيئة المعقدة تحت الأرض ، ستخضع بعض المنتجات أيضا لمعالجة مضادة للتآكل السطحية ، مثل الجلفنة أو الفوسفات أو طلاء داكروكروفت ، والتي يمكن أن تقاوم التآكل من الوسائط المحتوية على الكبريت وتطيل عمر الخدمة. من حيث دقة التجميع ، فإن التحكم في التسامح صارم لضمان التوافق الوثيق مع أسطوانة مضخة التكسير وصندوق الصمام والمكونات الأخرى لتقليل مخاطر التسرب. بصفتها "المفصل" لنظام التكسير ، ترتبط موثوقية مسامير وصواميل مضخة التكسير ارتباطا مباشرا بسلامة وكفاءة العملية ، وهي مكون رئيسي لا غنى عنه في معدات استخراج النفط والغاز. ملحقات صندوق الصمامات ، النماذج المختلفة ، مخزنة محليا وقابلة للتبديل.
-
Jul 16,2025اقرأ المزيد
يعد غطاء تفريغ/شفط لمضخة التكسير من المكونات الرئيسية لضمان التشغيل الفعال لجسم المضخة. وهي موجودة على جانبي مدخل ومخرج جسم المضخة ، على التوالي ، وتلعب دورا مهما في إحكام غلق المكونات الداخلية وتوجيهها وحمايتها. يتم توصيل غطاء تفريغ مضخة Frac بخط أنابيب التفريغ لمضخة التكسير ويتحمل مباشرة تأثير سائل الضغط العالي. يجب أن يلبي تصميمه أداء مقاومة الضغط العالي للغاية. عادة ما يتم تشكيلها من سبائك الصلب عالية القوة ومعالجتها بدقة لضمان تسطيح سطح الختم. يتم استخدامه مع أختام خاصة (مثل الحلقات O أو حلقات الختم المعدنية) لمنع تسرب سائل الضغط العالي. بالإضافة إلى ذلك ، غالبا ما يكون غطاء التفريغ مزودا بهيكل توجيه تدفق لتحسين اتجاه تدفق السائل ، وتقليل الفقد المضطرب ، وتحسين كفاءة التفريغ لجسم المضخة. يتم توصيل غطاء شفط لمضخة التكسير بخط أنابيب الشفط ، وتتمثل وظيفته الرئيسية في توجيه سائل الضغط المنخفض لدخول غرفة المضخة بسلاسة. بالمقارنة مع غطاء التفريغ ، يخضع غطاء الشفط لضغط منخفض ، ولكن له متطلبات صارمة بشأن الختم والسيولة. يجب أن يتجنب تصميم قناة التدفق الداخلية المقاومة المحلية المفرطة لمنع التجويف. عادة ما تتبنى هيكلا انسيابيا لتقليل فقد طاقة السوائل. من حيث المواد ، فإن الغطاء النهائي للشفط مصنوع في الغالب من سبيكة مقاومة للتآكل للتكيف مع بيئة سائل التكسير التي تحتوي على الرمل والإضافات الكيميائية وإطالة عمر الخدمة. كلاهما متصل بشكل صارم بجسم المضخة من خلال البراغي. يجب ضمان المحاذاة الدقيقة أثناء التجميع لتجنب التشوه بسبب القوة غير المتكافئة. أثناء الصيانة ، يعد فحص أداء الختم وتقييم تآكل الغطاء النهائي من النقاط الرئيسية. يمكن أن يؤدي استبدال الأختام القديمة في الوقت المناسب أو إصلاح الأسطح البالية إلى تقليل مخاطر فشل المضخة بشكل فعال وضمان التقدم المستمر والمستقر لعمليات التكسير. ملحقات صندوق الصمامات ، نماذج مختلفة ، مخزنة محليا وقابلة للتبديل
-
Jul 16,2025اقرأ المزيد
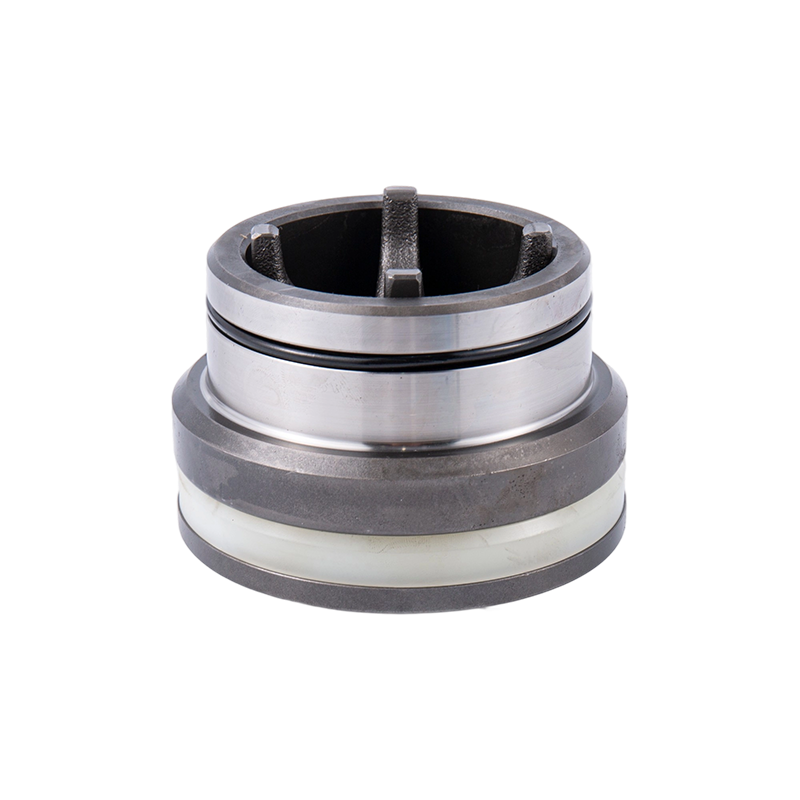
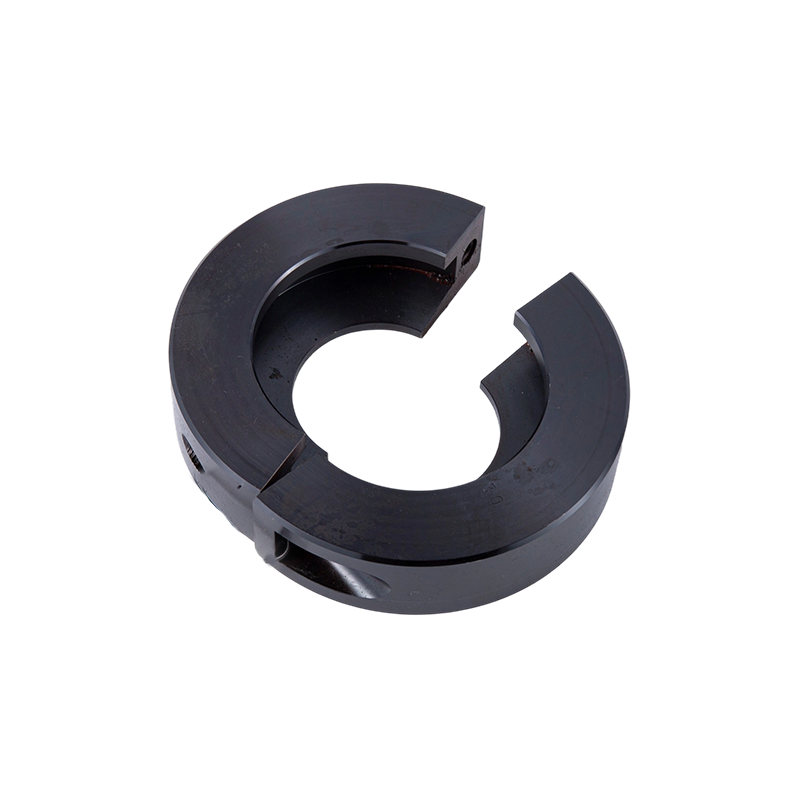
يعد غطاء مكبس لمضخة التكسير مكونا رئيسيا لضمان التشغيل المستقر لمجموعة المكبس في عمليات تكسير النفط والغاز. وهي تستخدم بشكل أساسي لإصلاح الاتصال بين مكبس مضخة التكسير ونهاية الطاقة لمنع المكبس من الارتخاء أو الإزاحة في ظل ظروف الضغط العالي وضمان استقرار ضغط خرج المضخة. عادة ما يكون المشبك مصنوعًا من الصلب عالي القوة. بعد المعالجة الحرارية وتعزيزها ، يكون لها شد وتأثير وارتداء المقاومة. يمكن أن تصمد أمام صدمات الضغط الفورية التي تصل إلى 10000 رطل والاحتكاك المتكرر في عمليات التكسير. يتبع تصميمه الهيكلي المفهوم المعياري ويتضمن جسمًا للتشكيل ، وضبط البراغي ، والبطبات المقاومة للارتداء ، ومكونات الختم. من خلال التحكم الدقيق للتسامح في الأبعاد (دقيقة بشكل عام إلى ± 0.02 مم) ، يمكن أن يحقق تعاونًا وثيقًا مع أنواع مختلفة من الغطاء. فيما يتعلق بالوظيفة ، لا يمكن للمشبك فقط معايرة تركيز المكبس بسرعة عن طريق ضبط الترباس لتقليل التآكل غريب الأطوار ، ولكن أيضًا لديه جلبة مشتقة ذاتية مدمجة لتقليل معامل الاحتكاك للمكاسب أثناء الحركة المعالجة وتوسيع نطاق الحياة في البصات وختم الختم. بالإضافة إلى ذلك ، تم تجهيز بعض النماذج الراقية بحشيات استشعار الضغط ، والتي يمكنها مراقبة تغيير قوة التثبيت في الوقت الفعلي ، وتحذير المخاطر المحتملة من خلال الأنظمة الذكية ، وتحسين السلامة التشغيلية. يستخدم هذا المكون على نطاق واسع في بناء تكسير خزانات النفط والغاز غير التقليدية مثل الغاز الصخري والزيت الضيق. إنه مناسب لكسر معدات مضخة العلامات التجارية السائدة مثل Schlumberger و Halliburton. إنه عنصر مساعد أساسي لضمان عملية التكسير المستمرة والفعالة. إكسسوارات صندوق الصمامات ، والموديلات المختلفة ، مخزنة محليًا وقابلة للتبديل.
