 English
English عربى
عربى हिंदी
हिंदीالتعامل مع 15000 رطل لكل بوصة مربعة: اعتبارات تصميم نهاية سائل فراك
Mar 05, 2026
محتوى
- 1 لماذا يعتبر 15000 رطل لكل بوصة مربعة مشكلة هندسية مختلفة
- 2 اختيار المواد: الفولاذ الكربوني مقابل الفولاذ المقاوم للصدأ عند الضغوط العالية جدًا
- 3 هندسة كتلة نهاية السوائل وتصميم تقاطع التجويف
- 4 تصميم الصمام والمقعد لخدمة 15000 رطل لكل بوصة مربعة
- 5 اختيار المكبس واعتبارات نظام التعبئة
- 6 حديد تدفق عالي الضغط وتصميم مشعب
- 7 متطلبات ضمان الجودة والتتبع
- 8 ممارسات الصيانة التي تعمل على إطالة العمر عند الضغط العالي للغاية
- 9 اقتصاديات الاستثمار في المعدات المناسبة
لقد تجاوز التكسير الهيدروليكي الحديث ما اعتبرته الصناعة ضغطًا شديدًا قبل عقد من الزمن فقط. في التكوينات الصخرية الضيقة مثل هاينزفيل - حيث تصل ضغوط التكسير بشكل روتيني 13,500 رطل لكل بوصة مربعة أو أعلى - وفي أعمق المسرحيات الأفقية التي تتطلب الآن ما يصل إلى 15,000 رطل لكل بوصة مربعة ، فإن نظام المضخة بأكمله يقع تحت مستوى من الضغط الدوري لم يتم تصميم معظم التصميمات التقليدية لتحمله. باعتبارنا شركة مصنعة للمكونات الطرفية للسوائل عالية الضغط، فإننا نعمل مع المشغلين وشركات الخدمة التي تواجه هذه المتطلبات يوميًا. ما يلي هو تفصيل عملي لاعتبارات التصميم التي تهم فعليًا عند هذه الضغوط.
لماذا يعتبر 15000 رطل لكل بوصة مربعة مشكلة هندسية مختلفة
هناك فرق كبير بين التصميم لـ 10000 رطل لكل بوصة مربعة والتصميم لـ 15000 رطل لكل بوصة مربعة - ولا يقتصر الأمر على مجرد إضافة المزيد من المواد. عند الضغوط القصوى، يتحول وضع الفشل المهيمن من التحميل الزائد الثابت إلى التعب دورة عالية . قد تشهد النهاية السائلة في مهمة التكسير النموذجية ما بين 150 إلى 300 دورة ضغط في الدقيقة. على مدى 6 إلى 8 ساعات، يُترجم ذلك إلى ملايين دورات الضغط على كتلة نهاية السائل، والغطاسات، والصمامات، والمقاعد.
القضية الحاسمة هي تركيز الإجهاد. يعد كل تقاطع تجويف ووصلة ملولبة وزاوية داخلية في كتلة نهاية السائل موقعًا محتملاً لبدء التشقق. عند 15000 رطل لكل بوصة مربعة، حتى العيوب الهندسية الصغيرة التي قد تكون غير مهمة عند الضغط المنخفض يمكن أن تنتشر إلى شقوق الكلال داخل وظيفة واحدة. ولهذا السبب لا يمكن فصل قرارات التصميم المتعلقة بالهندسة واختيار المواد ومعالجة الأسطح عن الأداء عند فئة الضغط هذه.
اختيار المواد: الفولاذ الكربوني مقابل الفولاذ المقاوم للصدأ عند الضغوط العالية جدًا
لسنوات عديدة، كان الفولاذ الكربوني عالي القوة (عادةً 4330M أو درجات سبائك مكافئة) هو المعيار للكتل الطرفية السائلة. يوفر الفولاذ الكربوني قوة شد ممتازة - غالبًا في حدود قوة إنتاجية 140,000-160,000 رطل لكل بوصة مربعة - وهي تعمل بشكل متوقع. ومع ذلك، عند 15000 رطل لكل بوصة مربعة مع سوائل التكسير المسببة للتآكل أو عالية الكلوريد، يصبح ضعف الفولاذ الكربوني واضحًا: فهو عرضة للتآكل والتآكل، حيث يجتمع الهجوم الكيميائي والضغط الميكانيكي لتسريع نمو الشقوق بشكل أسرع بكثير من أي آليتين وحدهما.
الفولاذ المقاوم للصدأ المتصلب بسبب هطول الأمطار - على وجه الخصوص 17-4 ف و15-5 ف - أصبحت المادة المفضلة لتطبيقات الضغط العالي المطلوبة. تجمع هذه السبائك بين قوة إنتاجية عالية (مقارنة بسبائك الفولاذ الكربوني) مع مقاومة أفضل للتآكل. في عمليات حوض بيرميان، أثبتت نهايات السوائل المصنوعة من الفولاذ المقاوم للصدأ عمر خدمة يتجاوز 3000 ساعة ضخ ، مقارنة بـ 800-1200 ساعة التي تعد أكثر شيوعًا لمكافئات الفولاذ الكربوني في ظل ظروف مماثلة. يتم تعويض التكلفة الأولية المرتفعة باستمرار من خلال انخفاض وتيرة الاستبدال وانخفاض الوقت غير الإنتاجي.
| مادة | قوة العائد النموذجية | مقاومة التآكل | أفضل حالة استخدام |
|---|---|---|---|
| 4330 م / 4140 فولاذ كربوني | 140,000-160,000 رطل لكل بوصة مربعة | منخفض | فراك المياه العذبة، وانخفاض الضغط |
| 17-4PH ستانلس ستيل | 155,000-170,000 رطل لكل بوصة مربعة | عالية | عالية-pressure, corrosive fluid service |
| 15-5 درجة حموضة من الفولاذ المقاوم للصدأ | 145,000-165,000 رطل لكل بوصة مربعة | عالية | الضغط العالي للغاية والسوائل العدوانية |
| دوبلكس / سوبر دوبلكس | 90,000-116,000 رطل لكل بوصة مربعة | عالية جدًا | عاليةly corrosive or sour service |
أحد العوامل الحاسمة ولكن التي يتم تجاهلها غالبًا هو نظافة المواد الخام. إعادة صهر الخبث الكهربائي (ESR) يزيل مخزون الفولاذ المطروق الشوائب غير المعدنية وينتج هيكلًا معدنيًا أكثر اتساقًا. بالنسبة لأطراف السوائل التي تعمل عند 15000 رطل لكل بوصة مربعة، لا تعد المطروقات ذات جودة ESR خيارًا ممتازًا - فهي متطلب أساسي لعمر الكلال المتوقع.
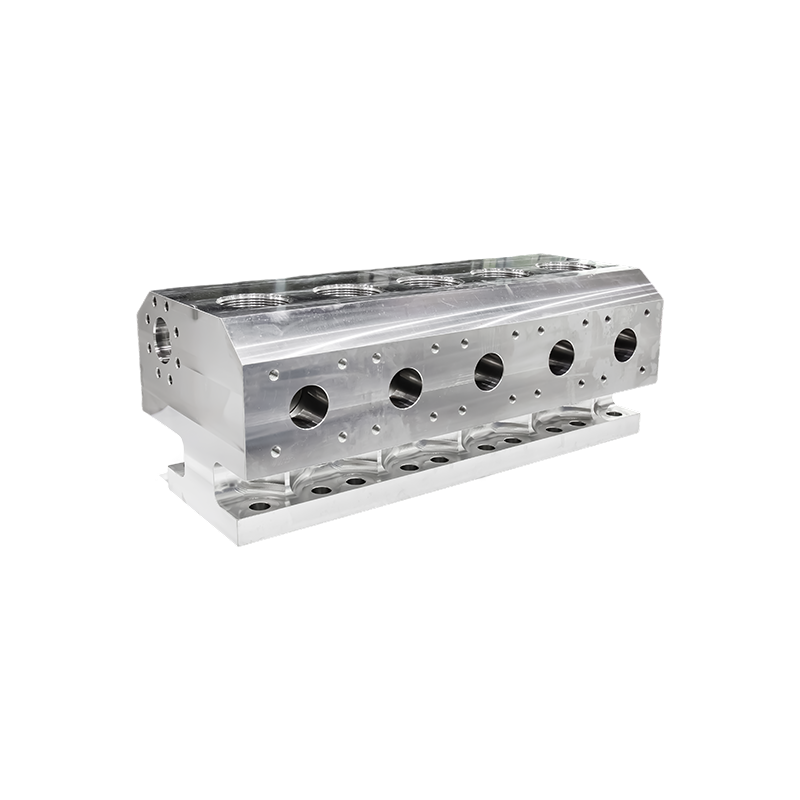
هندسة كتلة نهاية السوائل وتصميم تقاطع التجويف
كتلة نهاية السائل هي المكان الذي تتركز فيه أعلى الضغوط في نظام المضخة بأكمله. في المضخة الثلاثية أو الخماسية، تحتوي الكتلة على تجاويف متقاطعة متعددة - يجتمع كل من تجويف المكبس وممر الشفط وممر التفريغ في غرفة مشتركة. هذا التقاطع هو المنطقة الأكثر إجهادًا في المكون، وتحدد هندسته إلى حد كبير عمر الكلال.
نصف القطر الانتقالي والانتهاء من السطح الداخلي
تعمل الزوايا الداخلية الحادة كرافعات للضغط. عند 15000 رطل لكل بوصة مربعة، يمكن أن يعني نصف قطر الزاوية الذي يبلغ 0.030 بوصة فقط مقابل 0.090 بوصة 2-3× فرق في عامل تركيز الإجهاد المحلي . يستثمر المصنعون ذوو الجودة العالية في أدوات CNC الدقيقة المصممة خصيصًا لتصنيع أنصاف أقطار داخلية كبيرة ومتسقة عند كل تقاطع تجويف - هذه ليست تفاصيل يمكن معالجتها أثناء الإصلاح؛ يجب أن يتم تضمينه في المواصفات الأصلية للتزوير والتصنيع.
وبالمثل، فإن تشطيب السطح الداخلي مهم. يمكن لسطح التجويف ذو Ra (متوسط الخشونة) الذي يبلغ 32 ميكروبوصة مقابل 8 ميكروبوصة أن يزيد بشكل كبير من خطر بدء تشقق الكلال في ظروف الدورة العالية. يعد تلميع الممرات الداخلية - خاصة في تجويف المكبس والتقاطعات القريبة من التجويف - إحدى خطوات التشطيب الأعلى قيمة لمكونات 15000 رطل لكل بوصة مربعة.
طلقة Peening والإجهاد الضاغط المتبقي
يقدم الطحن بالخردق طبقة من الضغط المتبقي على سطح المكون. نظرًا لأن شقوق الكلال تبدأ وتنمو تحت إجهاد الشد، فإن الطبقة السطحية المضغوطة تتصدى بشكل مباشر لبدء الشقوق. بالنسبة للكتل الطرفية السائلة التي تعمل عند ضغوط عالية جدًا، يمكن أن يؤدي الطحن المتحكم فيه لأسطح التجويف الحرجة إلى إطالة عمر الكلال بنسبة 20-40% تحت التحميل الدوري مقارنة بخط الأساس غير المنقوع، بناءً على اختبارات الصناعة الموثقة.
تصميم الصمام والمقعد لخدمة 15000 رطل لكل بوصة مربعة
تعد الصمامات والمقاعد من بين المكونات الأكثر تعرضًا للتآكل في أي مضخة فارك، وعند 15000 رطل لكل بوصة مربعة، يصبح تصميمها محركًا مهمًا للتكلفة التشغيلية. يجب أن يفتح الصمام ويغلق مئات المرات في الدقيقة مقابل فرق ضغط السائل الذي، في فئة الضغط هذه، يمارس تحميلًا هائلاً على وجه مقعد الصمام مع كل إغلاق.
هندسة المقعد وزاوية الاتصال
تحدد زاوية التلامس بين الصمام ووجه المقعد ضغط التلامس عند الإغلاق. يعمل شريط الاتصال الأضيق على تركيز قوة الجلوس على منطقة أصغر، مما يحسن سلامة الختم ولكنه يزيد أيضًا من معدل التآكل. تستخدم معظم تصميمات صمامات الضغط العالي لخدمة ≥10,000 PSI أ زاوية اتصال 45 درجة أو 30 درجة مع ملحق صلب على وجه المقعد. يجب أن تتحمل مادة الإدخال - عادةً كربيد التنجستن أو سبيكة ذات وجه صلب - كلاً من حمل الصدمات عند الإغلاق والتأثير التآكلي للسوائل المحملة بالدعائم الكاشطة التي تتدفق بسرعة عالية.
منطقة التدفق وانخفاض الضغط عبر الصمام
عند معدلات الضخ العالية (غالبًا 10-20 برميلًا في الدقيقة لكل مكبس)، يمكن أن يؤدي انخفاض الضغط عبر صمام الشفط إلى تقليل رأس الشفط الإيجابي الصافي (NPSH) بما يكفي لإحداث تجويف على جانب الشفط. يعد التجويف في نهاية السائل الذي يعمل عند 15000 رطل لكل بوصة مربعة مدمرًا بشكل خاص - حيث يؤدي انهيار فقاعات التجويف بالقرب من الأسطح المعدنية إلى إنتاج ضغوط ذروة موضعية يمكنها تتجاوز 100,000 رطل لكل بوصة مربعة على النطاق الصغير، مما يسبب ضررًا سريعًا. ولذلك فإن تصميمات الصمامات ذات مساحة التدفق المتزايدة بالنسبة للمقطع العرضي لتجويف الكباس تكون مفضلة للعمليات ذات المعدل العالي والضغط العالي.
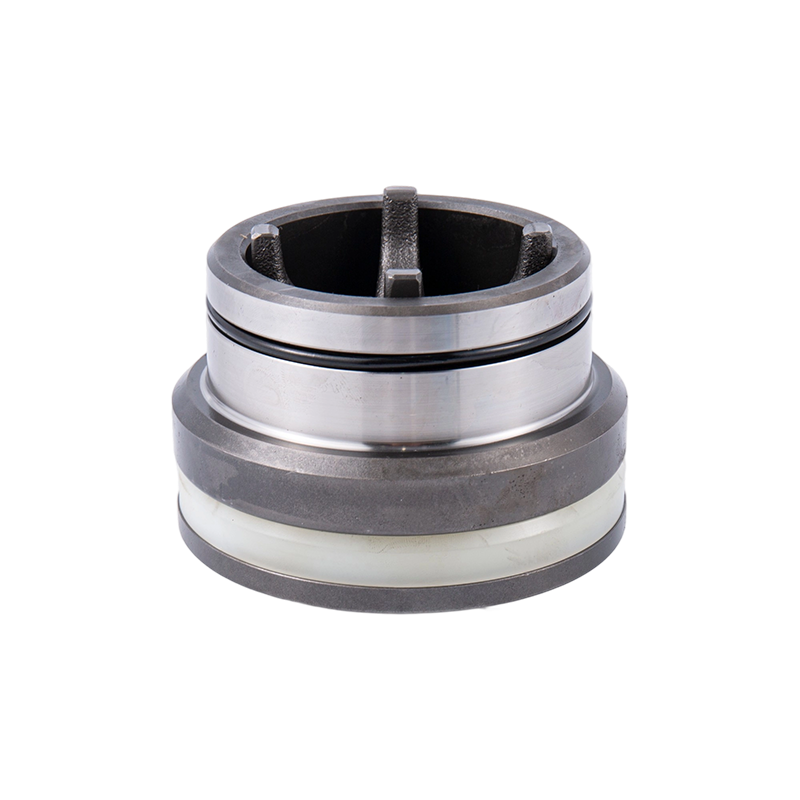
اختيار المكبس واعتبارات نظام التعبئة
يعد المكبس ونظام التعبئة المرتبط به من بين المكونات الأكثر صيانة في مضخة التكسير ذات الضغط العالي. عند 15000 رطل لكل بوصة مربعة، تشهد التعبئة تحميلًا ديناميكيًا مستمرًا - يجب أن يتحمل الختم فارق الضغط الذي يصل إلى 1000 × الضغط الجوي تقريبًا بينما يتحرك المكبس ذهابًا وإيابًا بمعدل يصل إلى 200 ضربة في الدقيقة.
- قطر المكبس: تعمل الغطاسات ذات القطر الأصغر (على سبيل المثال، 3.5 بوصة مقابل 4.5 بوصة) على تقليل الحمل على طرف الطاقة عند ضغط معين، مما قد يؤدي إلى إطالة عمر المكبس والتعبئة. ومع ذلك، فإن الأقطار الأصغر تقلل من التدفق لكل شوط وقد تتطلب عدد دورات أعلى في الدقيقة للحفاظ على المعدل.
- صلابة السطح والطلاء: تعتبر الغطاسات الخزفية الصلبة أو المطلية بكربيد التنغستن معيارًا لخدمة الضغط العالي. توفر الغطاسات الخزفية صلابة ممتازة (عادةً Rockwell 90 HRA) ومقاومة للتآكل، مما يساهم في انخفاض معدلات التآكل بشكل ملحوظ مقارنة بالفولاذ التقليدي المطلي بالكروم.
- مواد التعبئة والتغليف والهندسة: تُفضل مركبات التعبئة المعتمدة على HNBR وPTFE لمقاومتها الكيميائية وثبات الأبعاد في ظل دورة الضغط العالي. تتفوق مجموعات التعبئة متعددة العناصر مع حلقة الفانوس المخصصة لتوزيع التشحيم على التصميمات الأبسط ذات العنصر الواحد عند 15000 رطل لكل بوصة مربعة.
- نظام التشحيم: إن التشحيم القسري المستمر للعبوة ليس اختياريًا عند هذه الضغوط. بدون التشحيم الكافي، يمكن أن ينخفض عمر التعبئة عند 15000 رطل لكل بوصة مربعة من مئات الساعات إلى وظيفة واحدة أو أقل .
حديد تدفق عالي الضغط وتصميم مشعب
نهاية السائل ليست سوى جزء واحد من دائرة الضغط العالي. في أسفل المضخة، يجب تصنيف حديد التدفق - اتحادات المطرقة، ومعالجة الحديد، والمفاصل الدوارة، ووصلات رأس البئر - لنفس فئة ضغط العمل. يعد عدم التطابق بين معدل ضغط نهاية السائل وتصنيف تدفق الحديد خطرًا على السلامة ومصدرًا شائعًا للحوادث.
بالنسبة لخدمة 15000 رطل لكل بوصة مربعة، يجب أن تحمل جميع مكونات حديد التدفق أ 15,000 رطل لكل بوصة مربعة working pressure (WP) rating with a 2:1 safety factor ، وهذا يعني الحد الأدنى من ضغط الاختبار 30000 رطل لكل بوصة مربعة. يحكم API 6A مكونات رأس البئر وشجرة عيد الميلاد في فئة الضغط هذه، بينما يغطي API 7K ضخ ومعالجة الحديد. يعد التأكد من أن جميع التوصيلات في مسار التدفق معتمدة وفقًا لمعايير متسقة - بما في ذلك أشكال سن ربط المطرقة وأختام الاتحاد - أمرًا ضروريًا لكل من السلامة وسلامة الموظفين.
نقوم بتصنيع وتوريد مجموعة واسعة من المكونات النهائية للسوائل ذات الضغط العالي و المنتجات النهائية لمضخة فارك مصممة لعمليات خدمة الآبار المتطلبة - إذا كنت تقوم بتوفير مكونات لدائرة الضغط العالي الخاصة بك، فإننا نرحب بفرصة مناقشة متطلباتك المحددة.
متطلبات ضمان الجودة والتتبع
عند 15000 رطل لكل بوصة مربعة، لا يمثل فشل أحد المكونات إزعاجًا - بل هو حدث يتعلق بالسلامة. وهذا يجعل إمكانية تتبع المواد والاختبار غير المدمر (NDT) غير قابلة للتفاوض بدلاً من كونها خطوات جودة اختيارية.
يجب أن تكون خطوات الجودة التالية ممارسة قياسية لأي طرف سائل أو مكون حديد تدفق مصنف لخدمة الضغط العالي للغاية:
- إمكانية تتبع شهادة المواد بدءًا من حرارة الفولاذ ومرورًا بالتزوير والتصنيع والفحص النهائي - يجب أن يحمل كل مكون معرفًا فريدًا يمكن إرجاعه إلى شهادات المواد الأصلية الخاصة به.
- فحص الجسيمات المغناطيسية (MPI) أو اختبار اختراق السائل لجميع الأسطح الحرجة بعد التشغيل الآلي للكشف عن عيوب كسر السطح.
- اختبار الموجات فوق الصوتية (UT) تزوير الفراغات قبل التشغيل الآلي للكشف عن الشوائب تحت السطح أو الفراغات التي لن تكون مرئية على السطح.
- فحص الأبعاد باستخدام معدات CMM تمت معايرتها للتحقق من هندسة التجويف وشكل الخيط وتشطيب السطح وفقًا للمواصفات.
- اختبار الضغط الهيدروستاتيكي ينتهي السائل المُجمَّع بما لا يقل عن 1.5 × ضغط عمل قبل التسليم.
يجب على المشغلين الذين يحصلون على نهايات سوائل ما بعد البيع أن يطلبوا حزمة وثائق الجودة الكاملة - بما في ذلك شهادات المواد الخام، وسجلات الفحص، وتقارير الاختبار - كمتطلبات شراء قياسية. يجب اعتبار أي مورد غير راغب في تقديم هذه الوثائق خطرًا عند ظروف خدمة تبلغ 15000 رطل لكل بوصة مربعة.
ممارسات الصيانة التي تعمل على إطالة العمر عند الضغط العالي للغاية
حتى نهاية السوائل الأفضل تصميمًا سوف تفشل قبل الأوان بدون نظام الصيانة الصحيح. عند 15000 رطل لكل بوصة مربعة، يكون هامش الخطأ ضيقًا. تميز الممارسات التالية باستمرار بين المشغلين الذين يحققون عمرًا نهائيًا طويلًا للسوائل وبين أولئك الذين يعانون من حالات فشل مزمنة:
- التعبئة التي تسيطر عليها التحميل المسبق: يعد الإفراط في عزم دوران صواميل التعبئة أحد الأسباب الأكثر شيوعًا لتآكل المكبس والتعبئة المبكر. استخدم مفاتيح عزم الدوران المعايرة واتبع مواصفات OEM - عادةً، يجب أن تكون التعبئة محكمة على عزم الدوران المحدد قبل التحميل ثم يتم مراقبتها للتأكد من عدم وجود تسرب بدلاً من الإفراط في تشديدها بشكل وقائي.
- بروتوكول زيادة الضغط: يؤدي تشغيل المضخة على البارد مباشرة إلى ضغط تشغيل يبلغ 15000 رطل لكل بوصة مربعة إلى الضغط على موانع التسرب والتعبئة قبل أن تصل إلى درجة حرارة التشغيل وتوازن الأبعاد. يمكن أن يؤدي التكثيف المرحلي - الذي يصل الضغط إلى 50% لمدة 2-3 دقائق قبل الوصول إلى ضغط التشغيل الكامل - إلى إطالة عمر التعبئة بشكل ملموس.
- الفحص الروتيني للصمام والمقعد: حدد فترة تفتيش محددة بناءً على ساعات الضخ، وليس فقط عدد الوظائف. تبدأ المقاعد البالية المتبقية في الخدمة في التدفق - مما يسمح للسوائل بتآكل الأخدود عبر سطح الجلوس - ويتصاعد هذا بسرعة من مشكلة تآكل بسيطة إلى تلف الكتلة الذي قد يتطلب التخلص من الجسم النهائي للسوائل.
- فحص كتلة الكراك: بعد كل مهمة رئيسية أو فاصل زمني محدد لساعات الضخ، يجب فحص الكتل الطرفية للسوائل باستخدام MPI لشقوق الكلال في المرحلة المبكرة، خاصة حول تقاطعات التجويف. يسمح اصطياد الشقوق بعمق 0.5-1.0 مم بإصلاح الكتل أو الاستبدال المخطط له؛ العثور عليها عند 5 ملم يعني عادةً أن الكتلة خردة.
اقتصاديات الاستثمار في المعدات المناسبة
إن غريزة تقليل تكلفة المكونات الأولية أمر مفهوم، ولكن عند 15000 رطل لكل بوصة مربعة، عادةً ما يكون هذا هو القرار الأكثر تكلفة الذي يمكن للمشغل اتخاذه. فكر في سيناريو حيث تكلف نهاية سائل الفولاذ الكربوني منخفضة التكلفة 18000 دولار وتحقق 900 ساعة من الخدمة في تطبيق عالي الضغط والكلوريد، مقابل ما يعادله الفولاذ المقاوم للصدأ بسعر 28000 دولار والذي يحقق 3200 ساعة في ظل نفس الظروف. التكلفة لكل ساعة ضخ هي 20 دولارًا لخيار الفولاذ الكربوني مقابل 8.75 دولارًا لخيار الفولاذ المقاوم للصدأ — تخفيض بنسبة 56% في تكلفة المكونات لكل ساعة إنتاجية، قبل حساب الوقت الإضافي للتجهيز/الإيقاف، ومعاهدة حظر الانتشار النووي، والتكلفة اللوجستية لعمليات الاستبدال الإضافية.
يتغير هذا التحليل بشكل أكبر عندما تأخذ في الاعتبار تكلفة الفشل غير المخطط له في منتصف العمل - وقت الضخ الضائع، والأضرار المحتملة في التكوين بسبب انقطاع العمل، وتكلفة تعبئة المعدات البديلة. عند 15000 رطل لكل بوصة مربعة، يفضل هيكل التكلفة بشدة الاستثمار في مكونات عالية الجودة، وضمان جودة أكثر صرامة، وفترات صيانة استباقية.
تعتبر تحديات التصميم الخاصة بعمليات التكسير الهيدروليكي التي تبلغ 15000 رطل لكل بوصة مربعة كبيرة، ولكنها مفهومة جيدًا. يحدد اختيار المواد، وهندسة الكتلة، وتصميم الصمام، وجودة نظام التعبئة، وبروتوكولات ضمان الجودة الصارمة معًا ما إذا كان استثمارك النهائي في السوائل يعمل بشكل موثوق على مدار آلاف الساعات أو يصبح عبئًا متكررًا من حيث التكلفة. نحن نصمم ونزود مكوناتنا مع وضع هذه المتطلبات المحددة في الاعتبار - إذا كانت عملياتك تنتقل إلى فئة الضغط هذه، فيسعدنا مناقشة ما يعنيه ذلك بالنسبة لقرارات مصادر المعدات الخاصة بك.








رقم 19، طريق كيجي، منطقة التنمية الاقتصادية والتكنولوجية، مدينة شوانتشنغ، مقاطعة آنهوي، الصين
منتجات
رمز الاستجابة السريعة
حقوق الطبع والنشر © Anhui Tianyu Petroleum Equipment Manufacturing Co., Ltd.
