 English
English عربى
عربى हिंदी
हिंदीالتعامل مع 15000 رطل لكل بوصة مربعة: اعتبارات التصميم لعمليات التكسير الهيدروليكي الحديثة
Apr 10, 2026
محتوى
لقد كان التكسير الهيدروليكي دائمًا مجالًا للضغط العالي، لكن دفع الصناعة نحو تشكيلات أعمق وأكثر إحكامًا قد غيّر بشكل أساسي ما يعنيه "الضغط العالي" في الممارسة العملية. لم تعد ضغوط التشغيل التي تبلغ 15000 رطل لكل بوصة مربعة أو أكثر استثنائية - فهي تمثل خط الأساس بشكل متزايد للآبار غير التقليدية العميقة للغاية والتكوينات الصخرية الصلبة حيث لا تستطيع ضغوط التحفيز التقليدية نشر الكسور بشكل فعال. عند مستوى الضغط هذا، تصبح القرارات الهندسية المقبولة عند 10000 رطل لكل بوصة مربعة بمثابة نقاط فشل محتملة. ويجب إعادة تصميم كل مكون في نظام الضخ السطحي - أطراف السوائل، والصمامات، والمشعبات، والوصلات، والأختام - وليس مجرد تحسينها.
لماذا يتطلب 15000 رطل لكل بوصة مربعة نهجًا هندسيًا مختلفًا
القفزة من 10000 رطل لكل بوصة مربعة إلى 15000 رطل لكل بوصة مربعة ليست مشكلة تحجيم خطية. وهو يمثل زيادة بنسبة 50% في ضغط العمل المطبق على المكونات التي تعمل بالفعل بالقرب من حدود عمر الكلال الخاص بها، ويتزامن ذلك مع سوائل التكسير الكاشطة والعدوانية كيميائيًا بشكل متزايد. تتلاقى عدة عوامل لتجعل هذا التحول مختلفًا تمامًا من الناحية الهندسية.
أولا، الدوافع الجيولوجية. تتطلب الآبار العميقة - التي تتجاوز عادة 15000 قدم من العمق الرأسي في التكوينات مثل Haynesville Shale أو فترات Wolfcamp الأعمق في حوض بيرميان - ضغوط حقن سطحية أعلى بسبب الوزن المشترك للعمود الصخري المغطي وفقدان ضغط الاحتكاك في الخطوط الأفقية الطويلة. تتطلب المصفوفات الصخرية الأكثر صلابة والأكثر إحكاما أيضًا ضغطًا أكبر لبدء الكسر للتغلب على الإجهاد الطبيعي في الموقع. في أصعب السيناريوهات، تتجاوز ضغوط المعالجة السطحية بشكل روتيني 12000 إلى 15000 رطل لكل بوصة مربعة لتحقيق انتشار فعال للكسر في العمق.
ثانيًا، تتحول عتبات تصنيف المعدات بشكل ملحوظ عند 15 ألفًا. بموجب مواصفات API 6A، فإن الانتقال من 10000 رطل لكل بوصة مربعة إلى 15000 رطل لكل بوصة مربعة ينقل المعدات إلى فئة ضغط أعلى تتطلب فلنجات من النوع 6BX مع حشوات حلقة BX مفعلة بالضغط، ومتطلبات أكثر صرامة لمستوى مواصفات المنتج (PSL)، وتفاوتات أكثر صرامة للأبعاد على جميع أسطح الختم. لم يتم تصنيف فلنجة ASME B16.5 القياسية - الملائمة للعديد من تطبيقات حقول النفط ذات الضغط المنخفض - لظروف الخدمة هذه ولا يمكن استبدالها. إن الآثار الهندسية والمشتريات المترتبة على إعادة التصنيف هذه كبيرة ويجب معالجتها في مرحلة التصميم، وليس أثناء التشغيل.
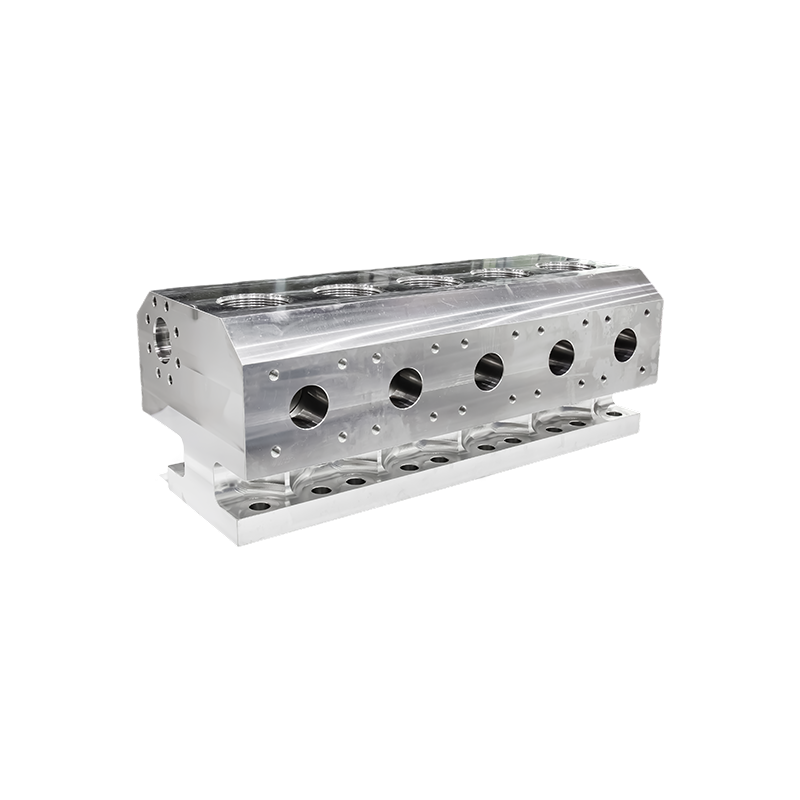
تصميم نهاية السوائل: التحدي الأساسي
نهاية السائل هي العنصر الأكثر إجهادًا ميكانيكيًا في أي نظام ضخ عالي الضغط. إنها النقطة التي يتم فيها ضغط السائل ذو السرعة المنخفضة والحجم الكبير من مشعب الشفط وتفريغه عند ضغط شديد من خلال سلسلة من صمامات التدوير السريع - عادةً بمعدلات تتراوح من 3 إلى 6 أشواط في الثانية أثناء الضخ النشط. في مضخة المكبس الثلاثية أو الخماسية التي تعمل عند 15000 رطل لكل بوصة مربعة، يتعرض كل مكون داخل كتلة نهاية السائل لهذا الحمل الدوري الكامل مئات الآلاف من المرات على مدار مهمة واحدة.
التحدي الهيكلي الأكثر أهمية في تصميم نهاية السوائل هو تقاطع الحفرة — النقطة التي يتقاطع فيها تجويف الصمام الرأسي مع تجويف المكبس الأفقي داخل الكتلة. يخلق هذا التقاطع تركيزًا للإجهاد وهو موقع البدء الأساسي لتكسير التعب. عند 15000 رطل لكل بوصة مربعة، تكون سعة الضغط عند هذه التقاطعات أعلى بكثير منها عند ضغوط التشغيل المنخفضة، وينخفض عمر الكلال للكتلة وفقًا لذلك ما لم يتم تحسين الهندسة بشكل متعمد. تعد المعالجة الدقيقة لنصف قطر التقاطع، والتشطيب السطحي المتحكم فيه، وتطبيق زوايا الاستدقاق الداخلية المناسبة كلها من متغيرات التصميم الحاسمة التي تميز الكتلة الطرفية السائلة عالية الأداء 15K عن تلك التي ستؤدي إلى ظهور تشققات الكلال خلال بضع مئات من ساعات التشغيل.
تؤثر هندسة نهاية السوائل أيضًا على أداء الصمام. عند 15000 رطل لكل بوصة مربعة، يكون الضغط التفاضلي الذي يعمل عبر كل صمام شفط وتفريغ شديدًا. يجب أن تكون هندسة مقعد الصمام مطابقة بدقة لجسم الصمام لتحقيق إحكام موثوق به تحت هذا الحمل دون توليد إجهاد موضعي يسبب الانجراف - التآكل التدريجي لسطح كتلة نهاية السائل حول مقعد الصمام الذي يعد السبب الثاني الأكثر شيوعًا لفشل نهاية السائل المبكر بعد تشقق الكلال.
للمشغلين ومديري المعدات الذين يقومون بتقييم أنظمة المضخات، واختيار التصميم المخصص لهذا الغرض ينتهي سائل مضخة فارك تم تصنيفها واختبارها خصيصًا لخدمة 15000 رطل لكل بوصة مربعة - بدلاً من الكتل القياسية التي تم ترقيتها اسميًا من خلال اختبار الضغط وحده - هو القرار الوحيد الأكثر تأثيرًا لإدارة عمر الخدمة النهائي للسوائل في فئة الضغط هذه.
اختيار المواد لخدمة الضغط الشديد
تحدد المادة المستخدمة لتصنيع كتلة طرفية سائلة بشكل مباشر عمر الكلال ومقاومتها للتآكل ومقاومتها للهجوم التآكلي والكيميائي المشترك لسوائل التكسير الحديثة. وقد أدى هذا إلى تحول جوهري في اختيار المواد على مدى السنوات الخمس عشرة الماضية.
نهايات السوائل المصنوعة من الفولاذ الكربوني - معيار الصناعة تاريخيًا - تتمتع بعمر خدمة نموذجي يتراوح من 450 إلى 500 ساعة في ظل ظروف ضخ قاسية تبلغ 15000 رطل لكل بوصة مربعة. يعد الفولاذ الكربوني مناسبًا لتطبيقات الضغط المنخفض ويوفر مزايا من حيث التكلفة، لكن مقاومته للتعب ومقاومته للتآكل غير كافية للتشغيل المستمر للدورة العالية في الجزء العلوي من غلاف الضغط، خاصة عندما تحتوي سوائل التكسير على مواد كيميائية حمضية أو تركيزات عالية من الكلوريد أو H₂S.
أصبح الفولاذ المقاوم للصدأ المقوى بالترسيب - على وجه التحديد 17-4PH و15-5PH - المادة المفضلة للكتل الطرفية السائلة 15K ، مع فترة خدمة مثبتة تتراوح من 800 إلى 3000 ساعة اعتمادًا على ظروف التشغيل وممارسات الصيانة. توفر هذه السبائك قوة شد وتعب أعلى بكثير من الفولاذ الكربوني مع توفير مقاومة كبيرة للتآكل ضد البيئة الكيميائية داخل نهاية السائل المضغوط. بالنسبة لبيئات الخدمة التي تتضمن الغاز الحامض (H₂S)، يجب تحديد مواد الفولاذ المقاوم للصدأ المزدوجة أو CRA (سبائك مقاومة للتآكل) المطابقة لمعيار NACE MR0175 / ISO 15156 - لم يتم تصنيف المعيار 17-4PH لخدمة الضغط الجزئي العالي H₂S.
بالإضافة إلى اختيار السبائك، تؤثر عملية التصنيع نفسها على أداء المواد عند 15000 رطل لكل بوصة مربعة. تتمتع الكتل النهائية للسوائل المصنعة من مواد خام إعادة صهر الخبث الكهربائي (ESR) ببنية ميتالوغرافية وتركيب كيميائي أكثر اتساقًا من تلك المنتجة من السبائك التقليدية أو صناعة الصلب القائمة على الخردة. تعمل معالجة ESR على التخلص من الفصل الكلي وتقلل بشكل كبير من كثافة الشوائب غير المعدنية - وكلاهما يعمل كمواقع لبدء تشققات التعب تحت التحميل الدوري عالي الضغط. بالنسبة لتطبيقات 15 ألف، يعد تحديد مادة التغذية بجودة ESR بمثابة ترقية ذات مغزى تترجم مباشرة إلى تقليل حدوث التشقق وإطالة عمر الكتلة.
تتطلب مقاعد الصمامات ومكونات الاتصال القوية ذات الصلة دراسة مادية منفصلة. نظرًا لأن مقاعد الصمام تكون عادة أكثر صلابة مرتين إلى ثلاث مرات من سطح الكتلة الطرفية السائلة، فإن الصلابة غير المتطابقة بين المقعد والكتلة - أو إدخال جزيئات كاشطة بين الصمام المستقر والكتلة المستدقة - تسبب ضررًا موضعيًا يتطور بسرعة إلى الغسل. يتم استخدام الأرضيات الصلبة من كربيد التنجستن أو إدراجات المقاعد الخزفية بشكل متزايد في تطبيقات 15K لإدارة عدم التطابق هذا وتمديد الفترة الفاصلة بين استبدال المقاعد.
سلامة الصمامات والمقاعد والمشعب عند 15 ألف رطل لكل بوصة مربعة
تمثل كل وصلة وشفة وصمام في حديد المعالجة السطحي بين تفريغ المضخة ورأس البئر نقطة فشل محتملة عند 15000 رطل لكل بوصة مربعة. تتجاوز قوى الضغط المؤثرة على التجويف مقاس 3 بوصات عند 15000 رطل لكل بوصة مربعة 100000 رطل من الحمل المحوري على كل وصلة - وهو رقم يضع متطلبات صارمة على تصميم الحافة ومواصفات الحشية وعزم دوران التركيب.
تعتبر الشفاه API 6A Type 6BX هي المواصفات الصحيحة لخدمة معالجة الأسطح التي تبلغ 15000 رطل لكل بوصة مربعة. تستخدم هذه الشفاه حشوات حلقة BX معززة بالضغط والتي تولد قوة إغلاق تتناسب مع الضغط الداخلي - كلما زاد الضغط، كان الختم أكثر إحكامًا. تجعل خاصية التنشيط الذاتي هذه اتصالات 6BX أكثر موثوقية بشكل ملحوظ تحت دورة الضغط من اتصالات المفصلات الحلقية القياسية (RTJ)، والتي يمكن أن تسترخي وتتسرب خلال دورات الضغط المتكررة. يعد استخدام الفلنجات من النوع 6B أو التوصيلات غير API عند 15000 رطل لكل بوصة مربعة خطأً هندسيًا خطيرًا - يتم إجراؤه أحيانًا عندما يقوم المشغلون بتكييف المعدات السطحية ذات الضغط المنخفض مع خدمة الضغط العالي دون مراجعة التصميم الكاملة.
يجب أن تكون صمامات التوصيل وصمامات البوابة المستخدمة في مشعبات التكسير عند 15000 رطل لكل بوصة مربعة مكتوبة بحروف واحدة على API Spec 6A وتصنيفها إلى مستوى PSL المناسب للخدمة. بالنسبة لخدمة سائل التكسير الكاشط، توفر أسطح المقاعد المصنوعة من المعدن إلى المعدن مع كربيد التنجستن أو الزخرفة المنتردة عمرًا أفضل بكثير من تصميمات المقاعد المرنة. يجب أن تستخدم صمامات الاختناق المستخدمة للتحكم في الضغط أثناء التدفق الراجع أو اختبار البئر عند 15 ألفًا فوهات خنق من السيراميك أو السبائك الصلبة لمقاومة التأثير التآكلي لرمال التكوين المنتجة والمواد الداعمة المنقولة في تيار التدفق الراجع.
يجب أن تستخدم خراطيم التكسير عالية الضغط التي تربط تفريغ المضخة بحديد المعالجة - والتي تتراوح عادةً ما بين 15000 إلى 20000 رطل لكل بوصة مربعة - تركيبات نهاية مجعدة ميكانيكيًا بدلاً من الوصلات المستعبدة. تحافظ مجموعات الخراطيم المجعدة على السلامة في ظل مجموعة من دورات الضغط، والتدوير الحراري، والتعرض الكيميائي الذي يميز عمليات التكسير النشط، حيث قد تتحلل التركيبات المستعبدة. عادةً ما يتم ضبط معدلات ضغط الانفجار لهذه الخراطيم على أربعة أضعاف ضغط العمل، مما يوفر هامش أمان بنسبة 4:1 لا ينبغي المساس به باستخدام خراطيم مصنفة أقل من الحد الأقصى الفعلي لضغط المعالجة.
إدارة مدة الخدمة وتقليل وقت التوقف عن العمل
عند 15000 رطل لكل بوصة مربعة، يعد فشل نهاية السوائل غير المخطط له من بين الأحداث الأكثر إزعاجًا والأكثر تكلفة في عملية التكسير. يمكن للكتلة المتشققة أو مقعد الصمام المنفوخ أن يوقف مرحلة منتصف العلاج، مما يتطلب تغييرات طارئة للحديد تحت الضغط، ومضاعفات محتملة لصيانة الآبار، وتكلفة مرحلة التحفيز الفاشلة أو غير المكتملة. وبالتالي فإن إدارة العمر النهائي للسوائل بشكل استباقي لا تعد من تفضيلات الصيانة ولكنها ضرورة تشغيلية.
يبلغ متوسط عمر الخدمة النهائي للسوائل في الصناعة عبر جميع فئات الضغط حوالي 1600 ساعة. عند 15000 رطل لكل بوصة مربعة مع المياه الزلقة الكاشطة أو السوائل الهلامية المتشابكة، ستنخفض كتل الفولاذ الكربوني عادةً إلى أقل بكثير من هذا المتوسط. وتتجاوز كتل الفولاذ المقاوم للصدأ ذات الخدمة المكافئة ذلك بانتظام، مع تحقيق التصميمات الأفضل في فئتها 2500 ساعة أو أكثر. الحالة الاقتصادية لسائل الفولاذ المقاوم للصدأ تنتهي عند 15 ألفًا وهي واضحة ومباشرة : يتم استرداد سعر الشراء المتميز من خلال تقليل تكرار الاستبدال وعدد أقل من أحداث التوقف غير المخطط لها خلال أول دورتين أو ثلاث دورات استبدال.
توفر تصميمات نهاية السوائل المعيارية - حيث يمكن استبدال وحدات الأسطوانات الفردية بشكل مستقل بدلاً من الحاجة إلى استبدال الكتلة بالكامل - ميزة تشغيلية ذات معنى في فئة الضغط هذه. عندما يحدث تشقق في تجويف واحد أو تآكل، يسمح التصميم المعياري بالاستبدال المستهدف للقسم المتأثر فقط، مما يقلل تكلفة كلا الجزأين والوقت الذي تكون فيه المضخة خارج الخدمة. تظل التصميمات أحادية الكتلة شائعة وتوفر مزايا هيكلية في بعض التكوينات، ولكن تكلفة وقت التوقف عن العمل لاستبدال كتلة كاملة عند فشل تجويف واحد فقط يصعب تبريرها بشكل متزايد عند ضغوط تشغيل تبلغ 15 كيلو حيث تكون تكلفة كلا الجزأين ووقت الضخ الضائع كبيرًا.
تتضمن ممارسة الصيانة الفعالة عند 15000 رطل لكل بوصة مربعة فحصًا مجدولًا لمقاعد الصمامات وتعبئة المكبس على فترات زمنية محددة بدلاً من التشغيل حتى الفشل. يجب فحص مقاعد الصمامات عند كل خدمة نهاية مائعة بحثًا عن علامات التآكل أو التشقق أو التلوث بالحطام بين استدقاق المقعد وسطح الكتلة. يزداد تآكل مواد التعبئة والتغليف بشكل ملحوظ عند 15 كيلو مقارنة بخدمة الضغط المنخفض، ويجب تعديل الفواصل الزمنية لاستبدال مواد التعبئة وفقًا لذلك. يعد الحفاظ على مجموعة نهاية السوائل الاحتياطية في الموقع - جاهزة للتبديل كوحدة كاملة - ممارسة قياسية للعمليات المستمرة ويجب أخذها في الاعتبار في تخطيط الأسطول لأي برنامج ضخ بقدرة 15000 رطل لكل بوصة مربعة.








رقم 19، طريق كيجي، منطقة التنمية الاقتصادية والتكنولوجية، مدينة شوانتشنغ، مقاطعة آنهوي، الصين
منتجات
رمز الاستجابة السريعة
حقوق الطبع والنشر © Anhui Tianyu Petroleum Equipment Manufacturing Co., Ltd.
