 English
English عربى
عربى हिंदी
हिंदीنهايات السوائل المصبوبة مقابل نهايات السوائل المصبوبة: لماذا يعد التشكيل أمرًا بالغ الأهمية لمضخات فارك
May 08, 2026
محتوى
- 1 مشكلة الضغط: ما الذي يتحمله سائل مضخة فارك فعليًا
- 2 كيف يخلق الصب نقاط الضعف الهيكلية
- 3 لماذا تنتج عملية التزوير خصائص معدنية فائقة؟
- 4 تزوير وAutofrettage: تآزر التصنيع
- 5 عواقب العالم الحقيقي: تكسير التعب، والانجراف، وتكاليف معاهدة حظر الانتشار النووي
- 6 ما الذي تبحث عنه في مورد نهاية السوائل المطروقة
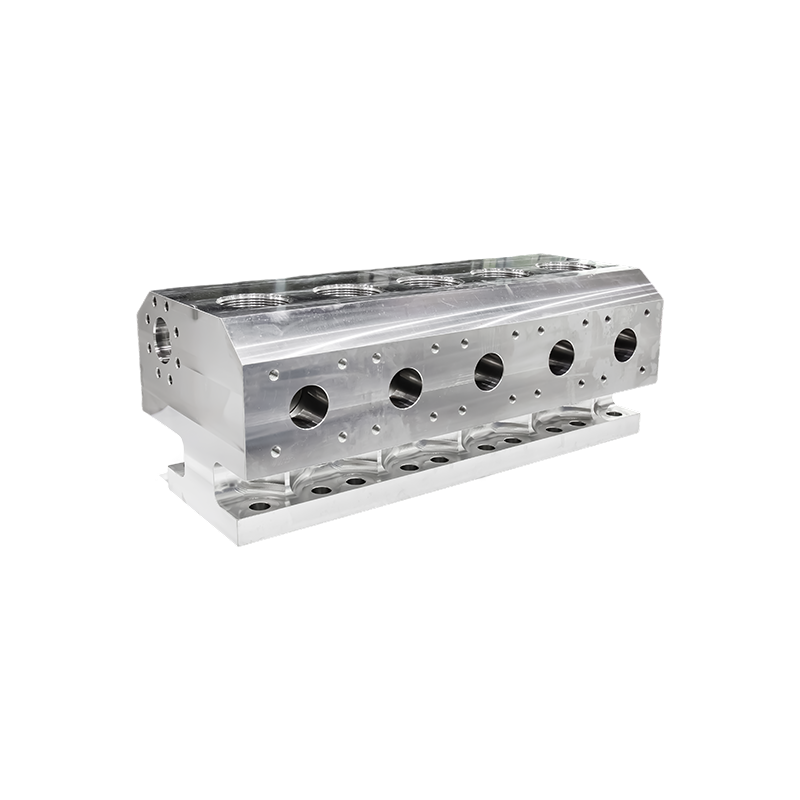
مشكلة الضغط: ما الذي يتحمله سائل مضخة فارك فعليًا
لا يعمل طرف مائع مضخة فارك تحت الضغط، بل يعمل تحت الحصار . كل ضربة للمكبس تعرض الكتلة لضغوط تتجاوز بشكل روتيني 15000 رطل لكل بوصة مربعة، وتدفع وظائف التشكيل العميق الحديثة هذا السقف إلى الأعلى. أضف الملاط المحمل بالدعائم الكاشطة التي تدور بسرعة عدة مئات من الضربات في الدقيقة، وسوائل التحفيز العدوانية كيميائيًا، وتقلبات درجة الحرارة عبر جدول عمل يعمل على مدار الساعة طوال أيام الأسبوع، ويصبح من الواضح سبب كون نهاية السائل هي العنصر الأكثر عرضة للفشل في أي نهاية سائل مضخة فارك ذات الضغط العالي انتشار.
على هذه الخلفية، فإن القرار بين الكتلة النهائية المصبوبة والمصبوبة ليس من تفضيلات الشراء - بل هو قرار هندسي له عواقب مباشرة على عمر المعدات، وسلامة الطاقم، والتكلفة التشغيلية. يبدأ الفرق بين الاثنين على المستوى الذري، في البنية الحبيبية للفولاذ، ويتراكم في كل مقاييس الأداء المهمة في هذا المجال.
للحصول على فهم أوسع لكيفية تناسب نهايات السوائل ضمن بنية المضخة الشاملة، راجع هذا نظرة عامة كاملة على تصميم ومكونات مضخة فارك .
كيف يخلق الصب نقاط الضعف الهيكلية
الصب هو أسلوب راسخ في تشغيل المعادن: يتم صهر السبيكة وصبها في قالب وتركها لتصلب. بالنسبة للعديد من التطبيقات الصناعية، يعتبر هذا النهج مناسبًا تمامًا. بالنسبة لنهاية مائع مضخة فارك، فإنها تقدم مجموعة من الالتزامات الهيكلية التي سيستغلها التحميل الدوري عالي الضغط في النهاية.
المشكلة الأساسية هي فيزياء التصلب. عندما يبرد الفولاذ المنصهر داخل القالب، تتنوى الحبوب وتنمو في اتجاه تبديد الحرارة وليس في اتجاه الحمل الميكانيكي. والنتيجة هي أ اتجاه الحبوب العشوائي الخواص - بمعنى أن القوة لا تتركز في المكان الذي يحتاجه الجزء بشدة. عند التجاويف المتقاطعة لكتلة نهاية المائع (تجويف المكبس، وتجويف الصمام، وتجويف الوصول المتقارب في كتلة واحدة)، هذا هو بالضبط المكان الذي تكون فيه تركيزات الإجهاد أعلى تحت التحميل الدوري.
يقدم التصلب أيضًا عيوبًا في البنية المجهرية لا يمكن للطرق أن ينتجها:
- المسامية والمسام الغازية: الغازات الذائبة المتسربة أثناء التصلب تترك فراغات في المصفوفة. حتى المسام الصغيرة تعمل كرافعات للضغط، مما يسرع بشكل كبير من بدء تشققات التعب تحت الضغط الدوري.
- تجاويف الانكماش: نظرًا لأن الفولاذ يتقلص أثناء التبريد، فإن العجز الموضعي في الحجم يخلق تجاويف داخلية قد لا يمكن اكتشافها عن طريق فحص السطح القياسي.
- الفصل: يمكن أن تتركز عناصر صناعة السبائك بشكل غير متساو أثناء التصلب، مما يؤدي إلى إنشاء مناطق ذات صلابة أقل أو مقاومة منخفضة للتآكل داخل كتلة واحدة.
ولا يضمن أي من هذه العيوب التسبب في فشل فوري. تعمل العديد من مكونات الصب بشكل مناسب عند الضغط المنخفض أو الحمل الثابت. لكن نهاية مائع مضخة فارك ليست ذات ضغط منخفض ولا ثابتة. إنها تدور مئات الملايين من المرات طوال فترة خدمتها، وكل دورة تستكشف كل انقطاع داخلي بحثًا عن نقطة ضعف يمكن نشرها. وفي هذا السياق، فإن المسؤوليات الهيكلية للصب ليست نظرية، بل هي أنماط فشل تنتظر أن يتم تفعيلها.
لماذا تنتج عملية التزوير خصائص معدنية فائقة؟
تزوير الأشكال المعدنية في حين أنها تظل صلبة. يتم إخضاع قطعة الصلب الساخنة لقوة ضغط يمكن التحكم فيها، حيث يتم ضغطها أو طرقها أو دحرجتها إلى الشكل شبه الصافي للمكون النهائي. هذا التشوه يفعل شيئًا لا يستطيع الصب فعله أبدًا: إنه محاذاة بنية الحبوب على طول هندسة الجزء ، مما يؤدي إلى إنشاء تدفق حبوب اتجاهي مستمر يتبع محيط المكون بدلاً من اتجاه تبديد الحرارة.
العواقب الميكانيكية لهذه المحاذاة المجهرية قابلة للقياس وهامة. تظهر بيانات الصناعة باستمرار أن المكونات المزورة تحقق تقريبًا قوة شد أعلى بنسبة 26% و قوة تعب أعلى بنسبة 37% مقارنة بأجزاء الصب المماثلة - وهي نتيجة مباشرة لتدفق الحبوب المتوافق، والكثافة الأعلى، ومعدلات العيوب الداخلية القريبة من الصفر. ( تزوير مقابل بيانات التعب المقارن وقوة الخضوع .) على سبيل المقارنة، يحقق الحديد الزهر حوالي 66% فقط من قوة الخضوع للفولاذ المطروق في ظل ظروف الحمل المكافئة.
يعمل التزوير أيضًا على التخلص من فئات العيوب التي تجعل عملية الصب مشكلة في بيئات التحميل الدوري:
- لا المسامية: يعمل التشوه الانضغاطي على إغلاق أي فراغات في البليت، مما ينتج عنه مصفوفة كثيفة بالكامل بدون جيوب غازية داخلية.
- لا تجاويف انكماش: ونظرًا لأن المعدن لا يسيل أبدًا، فإن عجز الحجم الناتج عن التصلب لا يحدث ببساطة.
- التوزيع المتسق للسبائك: تعمل عملية التشوه على تجانس كيمياء الفولاذ عبر الكتلة، مما يضمن صلابة موحدة ومتانة ومقاومة للتآكل طوال الوقت.
بالنسبة لكتلة نهاية السوائل، تكون محاذاة تدفق الحبوب ذات قيمة خاصة عند هندسة التجويف المتقاطع - وهي المنطقة ذات الضغط الأعلى في المكون بأكمله. تعمل الكتلة المشكلة بشكل صحيح على توجيه تدفق الحبوب حول تلك التقاطعات، مما يؤدي إلى توجيه مقاومة الفولاذ في اتجاه الضغط المطبق. ( نظرة عامة فنية على كيفية تحسين عملية التشكيل لتدفق الحبوب والخواص الميكانيكية .) هذا هو السبب المعدني الذي يجعل نهايات السوائل المطروقة تقاوم التشقق الناتج عن الإجهاد من الداخل إلى الخارج، وليس فقط على السطح.
| الملكية | الصلب مزورة | يلقي الصلب |
|---|---|---|
| قوة الشد | أعلى بنسبة 26% تقريبًا | خط الأساس |
| قوة التعب | أعلى بنسبة 37% تقريبًا | خط الأساس |
| قوة العائد | 100% | ~66% مزورة |
| المسامية الداخلية / الفراغات | لا يكاد يذكر | الحاضر (العملية المتأصلة) |
| اتجاه الحبوب | محاذاة (تدفق اتجاهي) | عشوائي (مدفوع بالتصلب) |
| التشوه قبل الكسر | ~58% تخفيض المساحة | ~6% تقليل المساحة |
تزوير وAutofrettage: تآزر التصنيع
يعد الفريتاج التلقائي - عملية الضغط على التجاويف الداخلية لكتلة نهاية السائل إلى ما هو أبعد من نقطة إنتاج المادة أثناء التصنيع - أحد أكثر التقنيات فعالية لإطالة عمر الكلال. من خلال تحفيز طبقة من الضغط المتبقي على سطح التجويف، يقاوم الفريتاج التلقائي ضغوط الشد المتولدة أثناء الضخ، مما يؤدي إلى تأخير أو منع بدء التشقق. يمكنه إطالة عمر كلال نهاية السائل بمعامل يتراوح بين اثنين وخمسة أضعاف مقارنة بالمكونات غير المجهزة تلقائيًا.
ما لا تتم مناقشته على نطاق واسع هو ذلك تعتمد فعالية الفريتاج التلقائي بشكل مباشر على جودة تزوير القاعدة . تتطلب العملية كتلة يمكن ضغطها أعلى بكثير من العائد دون التسبب في انتشار الشقوق من العيوب الموجودة مسبقًا. تعتبر الكتلة المصبوبة ذات المسامية الداخلية أو الفراغات الدقيقة مرشحًا عالي الخطورة: يمكن لضغط الفريتاج الذاتي نفسه أن يبدأ أو يمد الشقوق من مواقع العيوب تلك، مما يحول عملية إطالة العمر إلى آلية فشل متسارعة.
كتلة مطروقة، خالية من الفراغات الداخلية وذات بنية حبيبية موحدة وكثيفة، تتحمل التحميل التلقائي بشكل متوقع وآمن. يمكن للمصنعين استخدام قالب حديدي أكبر حجمًا - لإزالة كمية أقل من المواد أثناء تصنيع التجويف - مما يحافظ على أقسام الجدار السميكة ويسمح بتكوين طبقات ضغط متبقية أعمق. والنتيجة هي كتلة نهائية سائلة تستفيد بشكل كامل من عملية التنظيف التلقائي بدلاً من تقويضها.
يعد هذا التآزر في التصنيع - التشكيل الذي يتيح عملية الطحن التلقائي الأمثل، والطحن التلقائي الذي يزيد من عمر الكلال للكتلة المطروقة - أحد أوضح الحجج العملية لتحديد نهايات السوائل المطروقة في تطبيقات الضغط العالي. لا يتعلق الأمر فقط بالتزوير في عزلة؛ يتعلق الأمر بما يجعل الحدادة ممكنة في عملية التصنيع.
عواقب العالم الحقيقي: تكسير التعب، والانجراف، وتكاليف معاهدة حظر الانتشار النووي
إن وضع الفشل السائد لنهايات السوائل في التكسير عالي الضغط هو التكسير الكلالي عند التجاويف المتقاطعة. ولا يحدث في حدث واحد. يبدأ التشقق الصغير - غالبًا من رافع الضغط الناتج عن حفرة سطحية، أو فراغ مسامية، أو خاصية تآكل - وينتشر تدريجيًا على مدى آلاف دورات الضغط. وبحلول الوقت الذي يصبح فيه الكسر قابلاً للاكتشاف، تكون الكتلة عادةً قريبة من الفشل الوظيفي.
عندما تتشقق نهاية السائل أو تنغسل في منتصف العمل، فإن العواقب تمتد إلى ما هو أبعد من تكلفة الكتلة البديلة نفسها. إن المضخة التي يتم سحبها دون اتصال أثناء مرحلة التكسير تفرض خفضًا في المعدل أو انقطاعًا كاملاً عن العمل. اعتمادًا على تصميم المرحلة وظروف حفرة البئر، يمكن أن يعني هذا مرحلة يجب التخلي عنها، أو فشل في تنظيف الثقوب، أو تلف التكوين بسبب التحفيز غير الكامل. يمكن أن تصل تكلفة الوقت غير الإنتاجي في انتشار القدرة الحصانية العالية - عبر الطاقم والمعدات وكفاءة الإنجاز المفقودة - إلى عشرات الآلاف من الدولارات في الساعة.
نهايات السوائل المصبوبة، مع كثافة العيوب العالية بطبيعتها ومقاومة التعب المنخفضة، من المرجح إحصائيًا أن تصل إلى عتبة الفشل هذه في وقت أقرب. تعمل الأطراف السائلة المطروقة، بفضل قوتها الفائقة وبنيتها الحبيبية النظيفة، على إطالة الفترة الفاصلة بين عمليات الاستبدال. عبر حملة الضخ الكاملة، يتراكم هذا الاختلاف في ميزة قابلة للقياس في الأجزاء النهائية للسوائل وتكاليف الاستبدال و in total operational uptime.
ومن الجدير بالذكر أيضًا أن حالات فشل نهاية السوائل نادرًا ما تحدث بمعزل عن غيرها. تُخضع أحداث التشقق أو الغسل المكونات المجاورة— غطاسات مضخة فارك المتميزة مصممة للتحميل الدوري ومقاعد الصمامات وتجميعات التعبئة - للضغط غير الطبيعي والتعرض للسوائل، مما يؤدي غالبًا إلى حدوث أعطال ثانوية تؤدي إلى تفاقم وقت التوقف عن العمل وتكلفة الإصلاح. تحدد كتلة نهاية السائل خط الأساس لتجميع الواجهة الأمامية بالكامل. إن الكتلة غير الموثوقة باهظة الثمن، ليس فقط في حد ذاتها، ولكن من حيث تكلفتها النهائية. للحصول على منظور حول كيفية يؤثر أداء نهاية الطاقة على موثوقية المضخة بشكل عام نادرًا ما يتم احتواء حالات الفشل في أي نظام فرعي.
ما الذي تبحث عنه في مورد نهاية السوائل المطروقة
ليست كل المطروقات متساوية. إن تحديد "مزورة" في أمر الشراء لا يضمن النتائج المعدنية الموضحة أعلاه - فهو يتطلب مادة الخام الصحيحة، وبروتوكول المعالجة الحرارية، وضوابط العملية. إليك ما يجب تقييمه عند تأهيل المورد:
- شهادة API Q1 وإمكانية تتبع المواد بالكامل: يجب أن تحمل كل كتلة نهاية مائعة نسبًا يمكن تتبعه من قطعة الخام إلى الجزء النهائي، بما في ذلك رقم الحرارة ومواصفات السبائك ونتائج الاختبار الميكانيكي. يحتفظ الموردون المعتمدون من API Q1 بأنظمة جودة موثقة تفرض إمكانية التتبع هذه.
- معايير جودة البليت: يجب أن تستوفي قطع الخام الخام معايير النظافة لمحتوى التضمين. إن المحتوى العالي من الكبريت أو الشوائب غير المعدنية المفرطة في قطعة العمل سوف ينفي فوائد تدفق الحبوب للتزوير. اطلب وثائق شهادة مصنع الصلب.
- بروتوكولات الاختبار غير المدمر (NDT): يجب أن تخضع الكتل النهائية للسوائل للكشف عن العيوب بالموجات فوق الصوتية للتحقق من سلامتها الداخلية. ينبغي تطبيق فحص الجسيمات المغناطيسية (MPI) أو اختبار اختراق الصبغة (DPT) على أسطح التجويف والمناطق الهندسية الحرجة. إن المورد غير القادر على تقديم سجلات NDT على الكتل النهائية يشكل خطرًا.
- القدرة على الفريتاج التلقائي: إذا كان المورد يقدم نهايات سائلة ذات تخليص تلقائي، فتأكد من أن عمليته تحدد ضغط التجويف المستهدف، وقوة الخضوع للتطريق، وعمق الإجهاد المتبقي الناتج. لا يوفر تطبيق الطحن التلقائي بدون معلمات عملية موثقة أي فائدة يمكن التحقق منها لإطالة العمر.
- وثائق المعالجة الحرارية: تحدد دورات التبريد والتلطيف شكل الصلابة النهائي للكتلة الطرفية للسوائل. يجب أن تحدد وثائق المورد نطاق الصلابة المستهدف (عادةً 285-341 HB لدرجات الفولاذ الكربوني المستخدمة بشكل شائع في خدمة التكسير) والتأكد من أن الجزء النهائي ضمن المواصفات.
- التوافق وقابلية التبادل: يجب أن تكون نهايات السوائل المطروقة المتميزة قابلة للتبديل من حيث الأبعاد مع مواصفات OEM الرئيسية، بحيث يمكن لمشغلي الأساطيل توحيد المعايير عبر نماذج المضخات دون تركيب مخصص أو توقف عن العمل للتكيف.
إن مورد نهاية السوائل المطروقة المناسب ليس مجرد بائع قطع غيار - بل هو شريك تصنيع يحدد نظام العمليات الخاص به بشكل مباشر مدة بقاء معداتك في الميدان بين عمليات الاستبدال.









رقم 19، طريق كيجي، منطقة التنمية الاقتصادية والتكنولوجية، مدينة شوانتشنغ، مقاطعة آنهوي، الصين
منتجات
رمز الاستجابة السريعة
حقوق الطبع والنشر © Anhui Tianyu Petroleum Equipment Manufacturing Co., Ltd.
